Najlepsze testy kalibracyjne do druku 3D i co naprawdę pokazują
W tym obszernym poradniku opisuję praktyczne testy kalibracyjne, które warto wykonać zanim zaczniesz drukować ważne projekty. Wyjaśnię, co konkretnie mierzą poszczególne modele testowe, jak je poprawnie interpretować i jak zamieniać wyniki na ustawienia drukarki — krok po kroku, z gotowymi instrukcjami i przykładami. Jeśli szukasz gotowych wzorów i plików testowych, zajrzyj do sekcji z wzorami i przykładami — znajdziesz tam przykładowe STL i opisane scenariusze testów.
Dlaczego testy kalibracyjne są ważne
Druk 3D to układ wielu zmiennych: mechanika, elektronika, temperatura, filament i oprogramowanie. Nawet niewielkie odchylenia mogą powodować błędy w wymiarach, artefakty powierzchniowe czy problemy z adhezją. Testy kalibracyjne służą trzem celom:
- wykryć konkretne źródło problemu (np. nadmierna retrakcja czy niewyregulowane osi Y),
- porównać wpływ ustawień (prędkość, temperatura, retrakcja) na wynik,
- zapewnić powtarzalność: po zmianie filamentu lub konserwacji maszyny szybko sprawdzisz, czy drukarka działa poprawnie.
Jeżeli chcesz skonsultować się bezpośrednio lub masz niestandardowy przypadek (np. druk na niestandardowej głowicy), skontaktuj się z nami przez stronę Kontakt – ElWood.
Najważniejsze testy kalibracyjne — co mierzą i kiedy je używać
Poniżej opisuję najczęściej używane testy, ich cel oraz typowe symptomy, które pomagają zinterpretować wynik.
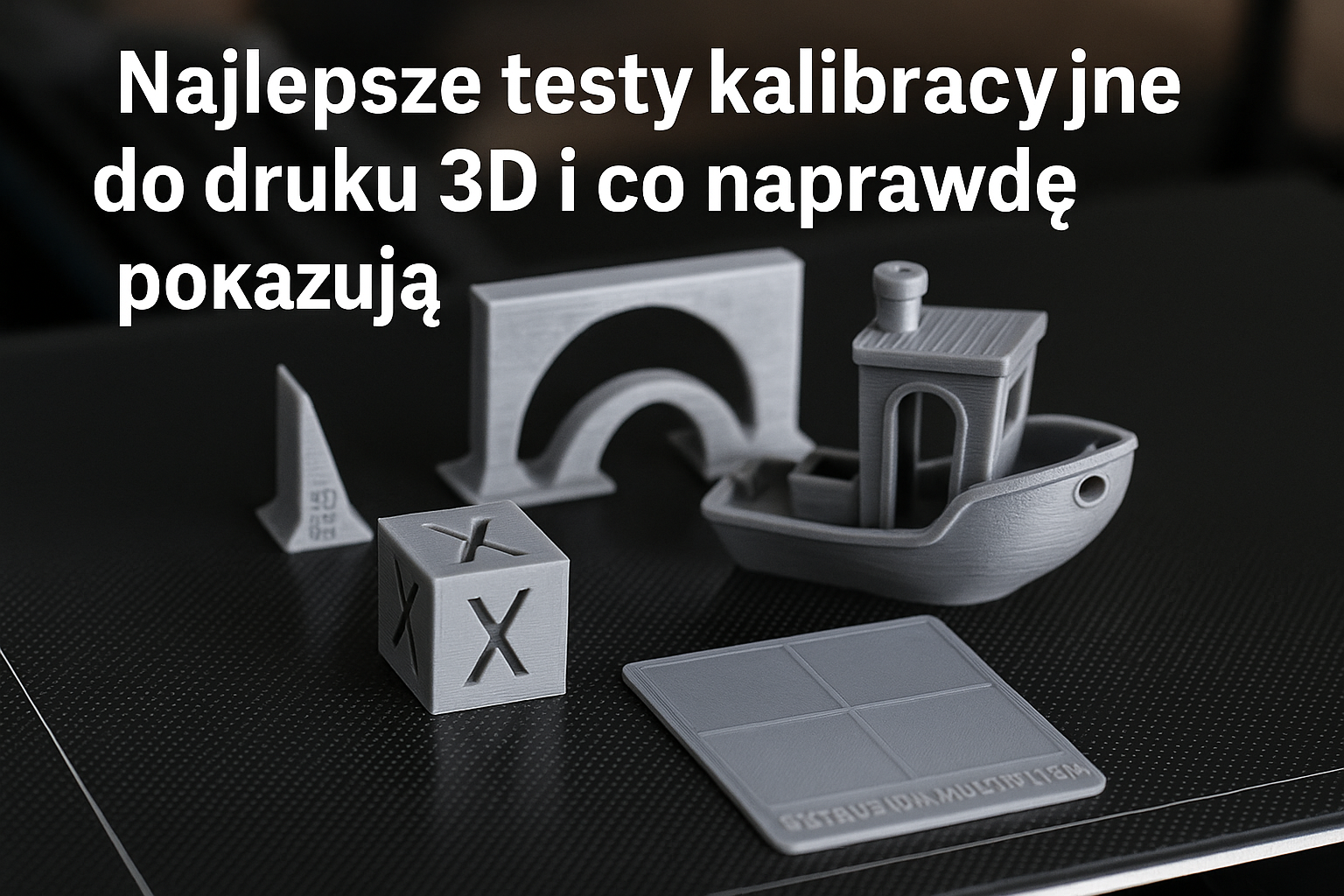
1. Benchy (statek testowy)
Cel: ocena ogólnej jakości druku — overhangy, retrakcja, wypełnienie, warstwy, szczegóły. Benchy jest szybkie i daje natychmiastowy obraz stanu maszyny.
2. Kostka wymiarowa (20x20x20 mm)
Cel: sprawdzenie wymiarów i liniowej kalibracji osi. Zmierz boki kostki suwmiarką; różnice wskazują na problem z kalibracją kroków osi (steps/mm) lub skurcz filamentu.
3. Test linii i odstępów (calibration line spacing)
Cel: ocena szerokości ekstrudowanej linii i prawidłowego przepływu materiału. Przydatny do ustawienia „extrusion multiplier” lub flow.
4. Test retrakcji
Cel: ustalenie optymalnej długości i prędkości retrakcji, aby wyeliminować nitkowanie (stringing). Drukuje się serię słupków z przerwami; analiza nitkowania pomaga dobrać parametry.
5. Test mostów (bridge test)
Cel: ocena zdolności drukarki do drukowania na wolnym powietrzu (bez podpór). Pokazuje czy chłodzenie i prędkość są wystarczające.
6. Test pierwszej warstwy
Cel: sprawdza adhezję i wysokość pierwszej warstwy. Wersja testowa to szeroka pierwsza warstwa z poziomymi ścieżkami — łatwo zobaczyć, czy filament „rozciera się” prawidłowo.
7. Test retrakcyjnych przejazdów (travel test)
Cel: sprawdza, czy drukarka ma minimalne artefakty przy przejazdach głowicy, co pomaga w doborze Z-hop i optymalizacji ruchów.
Krok po kroku: jak wykonać komplet testów kalibracyjnych
Poniższy plan to praktyczna sekwencja do wykonania podczas pierwszego uruchomienia, po zmianie filamentu lub po konserwacji mechanicznej. Wykonuj testy w podanej kolejności, aby szybko zidentyfikować źródło problemu.
- Przygotowanie: sprawdź mechanikę (śruby, paski, prowadnice) i kalibrację E-steps. Upewnij się, że ekstruder podaje filament płynnie.
- Wydruk testu pierwszej warstwy: ustaw poziom stołu i wysokość pierwszej warstwy. Dopasuj flow, jeśli konieczne.
- Kostka wymiarowa: wydrukuj 20×20×20 mm, zmierz suwmiarką i oblicz korektę steps/mm lub flow, jeśli odchyłki są systematyczne.
- Test linii/flow: wydrukuj wzorzec z kilkoma liniami i gapami, dopasuj extrusion multiplier aż linie mają oczekiwaną szerokość.
- Benchy: oceń ogólną jakość druku — mosty, overhangy, warstwy i powierzchnię. Zanotuj problemy.
- Test retrakcji: wydrukuj test z kilkoma słupkami i różnymi ustawieniami retrakcji. Oceń nitkowanie.
- Test mostów: wydrukuj fragmenty mostów różnych długości przy różnych ustawieniach chłodzenia i prędkości.
- Podsumowanie: wprowadź zmiany w slicerze, powtórz najważniejsze testy i zapisz skuteczne ustawienia jako profil.
Pamiętaj, że po każdej istotnej zmianie (np. inna temperatura o 5°C lub inny filament) warto powtórzyć krytyczne testy. Jeśli chcesz porównać gotowe profile i produkty, odwiedź stronę sklepu ElWood — znajdziesz tam przykłady gotowych wydruków i dodatków.
Porównanie najpopularniejszych testów — tabela
| Test | Co mierzy | Czas | Gdy warto zrobić |
|---|---|---|---|
| Benchy | Ogólna jakość, retrakcja, overhang | 15–60 min | Po konserwacji lub zmianie filamentu |
| Kostka wymiarowa | Wymiary, steps/mm | 10–30 min | Przy dokładnych elementach mechanicznych |
| Test retrakcji | Nitkowanie, retrakcja | 10–25 min | Gdy pojawia się stringing |
| Test mostów | Chłodzenie i prędkość drukowania nad pustkami | 10–40 min | Przy projektach z dużymi mostami |
| Test pierwszej warstwy | Adhezja i ustawienie Z | 5–15 min | Zawsze przed dłuższymi wydrukami |
Najczęstsze błędy przy wykonywaniu testów
Wiele osób wykonuje testy, ale interpretuje wyniki błędnie. Oto najczęstsze pułapki:
- Brak powtarzalności warunków: zmienia się temperatura otoczenia, filament jest wilgotny, lub stół nie jest dokładnie wypoziomowany — wyniki będą nieporównywalne.
- Próba rozwiązania zbyt wielu problemów jednocześnie: np. jednoczesna zmiana płynności filamentu i prędkości może ukryć rzeczywisty efekt.
- Używanie testów nieadekwatnych do problemu: np. benchy nie pokaże precyzyjnych błędów wymiarowych tak dobrze jak kostka wymiarowa.
- Nieprawidłowe pomiary: brak suwmiarki lub mierzenie w niewłaściwym miejscu (np. pomiar górnej, zniekształconej warstwy zamiast wymiaru wewnętrznego).
- Ignorowanie powiązań ustawień: np. zwiększenie chłodzenia może poprawić mosty, ale pogorszyć przyczepność pierwszej warstwy.
Rozwiązywanie problemów — troubleshooting
Poniżej konkretny przewodnik „jeśli widzisz X, zrób Y”. Każdy problem zawiera proponowane testy do powtórzenia i ustawienia do sprawdzenia.
Problem: nitkowanie (stringing)
Objawy: cienkie nitki między elementami, włókna na powierzchni. Najpierw wydrukuj test retrakcji i benchy.
- Sprawdź: długość i prędkość retrakcji, temperaturę druku, temperaturę dyszy, czy ekstruder nie prone do przeciągania.
- Typowe poprawki: zwiększ retrakcję o 1–2 mm (Bowden może wymagać 4–8 mm, direct 0.5–2 mm), zwiększ prędkość retrakcji, obniż temperaturę dyszy o 5–10°C.
Po wprowadzeniu zmian powtórz test retrakcji. Jeśli problem częściowo ustąpił, wykonaj benchy aby sprawdzić ogólną jakość.
Problem: warstwy przesunięte w osi X lub Y
Objawy: nagłe przesunięcia warstwy; warstwy wyglądają jakby były „przeskakiwane”.
- Sprawdź: naciąg pasków, luzy na śrubach, hamowanie silników, temperaturę silników sterujących (czasem przegrzewające się sterowniki gubią kroki), poluzowane śruby mocujące prowadnice.
- Test: wydrukuj długi prosty element (np. linia) i sprawdź, czy przesunięcia występują w tych samych miejscach — może to wskazywać problem mechaniczny.
Problem: niedokładne wymiary
Objawy: części nie pasują do siebie, wymiar elementu różni się od projektu.
- Sprawdź: kostkę wymiarową i test linii. Zmierz dokładnie i na tej podstawie skoryguj steps/mm lub extrusion multiplier.
- Uwaga: różne filamenty mają różne skurcze; PLA zwykle jest przewidywalne, PETG i ABS mogą wymagać osobnych korekt.
Problem: słaba przyczepność pierwszej warstwy
Objawy: rogi modelu podnoszą się, model odkleja się od platformy.
- Sprawdź: poziom stołu, czystość powierzchni, temperaturę stołu, prędkość pierwszej warstwy i wysokość Z.
- Poprawki: wyczyść stół izopropanolem, zmniejsz wysokość pierwszej warstwy, zwiększ temperaturę stołu, użyj kleju (np. stick) lub innego środka, zmień powierzchnię (np. PEI).
Jeśli preferujesz gotowe i estetyczne przykłady wydruków, możesz zobaczyć produkty ElWood jako inspirację, np. nowoczesny wazon Wazon Vortex biały — to przykład, gdzie estetyka wymaga dobrej kalibracji druku.
Praktyczne wskazówki i checklisty
Krótka lista kontrolna przed ważnym wydrukiem (wydruki na zamówienie, prototypy):
- Sprawdź mechanikę: paski, łożyska, śruby, smarowanie prowadnic.
- Wykonaj szybki test pierwszej warstwy.
- Wydrukuj kostkę wymiarową i benchy, jeśli zmieniłeś filament lub profil.
- Sprawdź, czy filament nie jest wilgotny—suszenie poprawia wiele problemów z PETG i ABS.
- Zapisz profil w slicerze i oznacz go nazwą filamentu oraz datą testu.
FAQ — najczęściej zadawane pytania
P: Ile czasu zajmuje kompletny zestaw testów kalibracyjnych?
O: W zależności od ilości testów od 1 do 3 godzin. Najważniejsze testy (pierwsza warstwa, kostka wymiarowa, retrakcja, benchy) można wykonać w około 60–90 minut.
P: Jak często powinienem robić testy kalibracyjne?
O: Po każdej większej zmianie: nowy filament, wymiana dyszy, regulacja szyn czy przeniesienie drukarki. Dla intensywnie używanych maszyn warto wykonać krótsze testy co 2–4 tygodnie.
P: Czy testy są uniwersalne dla wszystkich filamentów?
O: Testy technologicznie tak, ale wyniki zależą od materiału. PLA, PETG, ABS wymagają różnych temperatur i chłodzenia. Dlatego zapisuj profile dla każdego filamentu.
P: Jak interpretować różne wymiary kostki (np. -0.2 mm na wymiarze X, +0.1 mm na Y)?
O: Systematyczne negatywne odchylenia na obu osiach mogą wskazywać na zły extrusion multiplier (flow) lub steps/mm. Jeśli odchylenia są różne dla osi X i Y, sprawdź mechanikę (paski, prowadnice) i ewentualne różnice w przełożeniach osi.
P: Czy mogę używać jednego profilu dla wszystkich moich modeli?
O: Lepiej nie. Różne geometrie wymagają innych ustawień (np. cienkie ściany kontra masywne obiekty). Zapisz co najmniej profil „dokładność” i „szybki wydruk”.
P: Co jeśli po kalibracji nadal mam problemy?
O: Jeśli trudności się utrzymują, warto zgromadzić wyniki testów (zdjęcia, pomiary) i skonsultować się z ekspertem lub serwisem. Możesz też sprawdzić dokumentację producenta drukarki lub skontaktować się z nami przez stronę About – ElWood aby dowiedzieć się o usługach wsparcia.
P: Czy ElWood udostępnia gotowe profile lub pliki testowe?
O: Na stronie z wzorami i przykładami znajdziesz pliki i opisy testów, które wykorzystujemy przy odbiorze drukarek oraz w procesie produkcji.
Podsumowanie i następne kroki
Testy kalibracyjne to narzędzia: nie rozwiązują problemu za Ciebie, ale dają informacje, które pozwalają podjąć konkretne działania. Zacznij od prostych testów (pierwsza warstwa, kostka, retrakcja), zapisz efekty i iteruj — to najszybsza droga do stabilnych, powtarzalnych wydruków.
Jeśli chcesz zamówić wydruk testowy lub gotowy produkt i sprawdzić jakość na żywo — odwiedź nasz sklep ElWood lub skontaktuj się przez stronę kontaktową. Powodzenia w kalibracji i czystych wydruków!
Dodaj komentarz