Retrakcja w druku 3D – jak ustawić i kiedy szkodzi zamiast pomagać
Retrakcja to jedno z najważniejszych ustawień slicera, które decyduje o czystości powierzchni i liczbie sklejeń nitkowania między ruchami głowicy. W tym praktycznym przewodniku wyjaśnimy, czym jest retrakcja, kiedy pomaga, a kiedy może szkodzić drukowi, i pokażemy krok po kroku jak ją ustawić dla różnych konfiguracji drukarek i filamentów.
Jeżeli szukasz inspiracji modelarskich i wzorów do testów retrakcji, zobacz naszą sekcję z wzorami i przykładami, które świetnie nadają się do szybkich testów jakości wydruku.
Co to jest retrakcja w druku 3D?
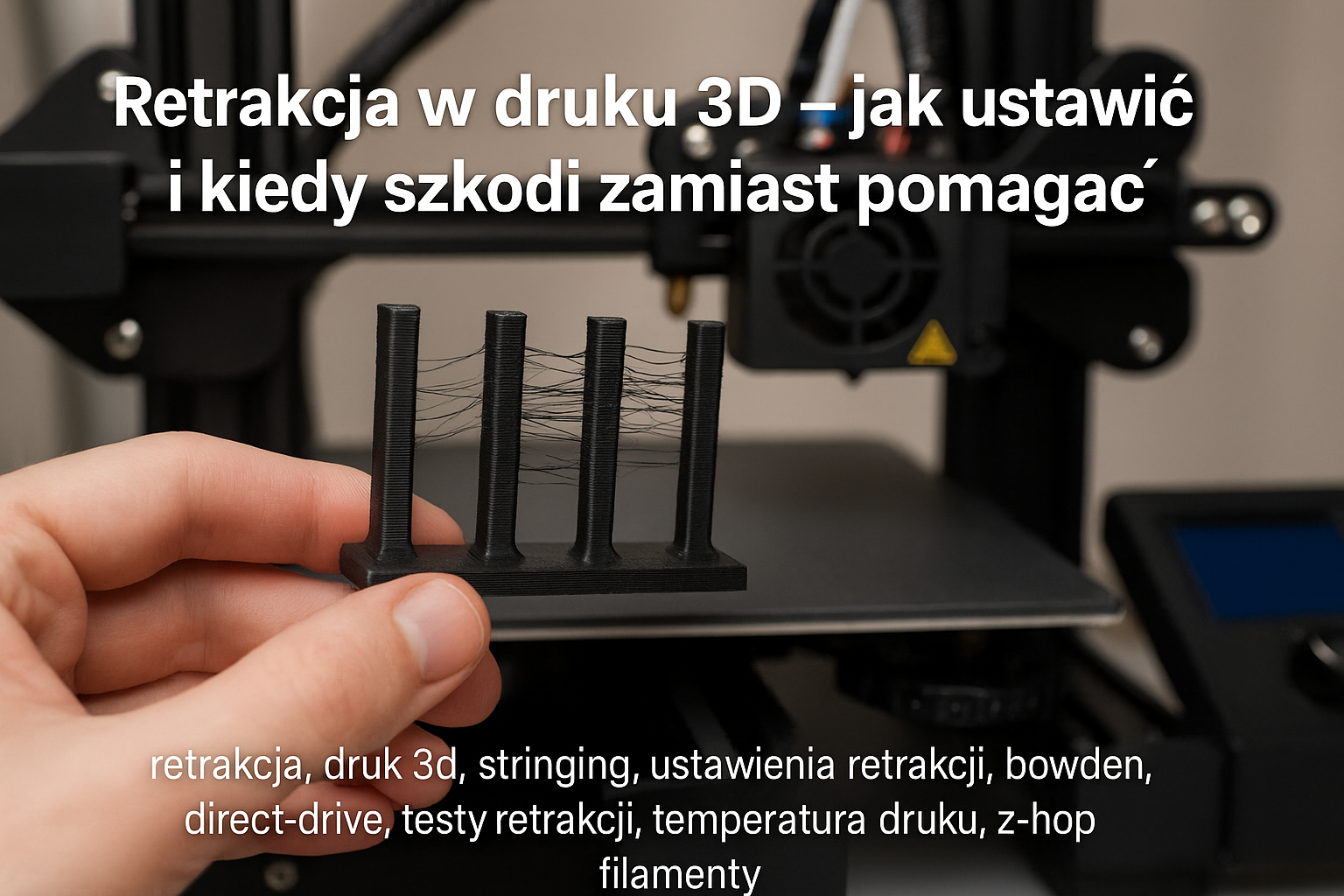
Retrakcja (retraction) to ruch wsteczny ekstrudera, który cofa filament o określoną długość przed ruchem głowicy drukującej nad pustą przestrzenią (tzw. travel). Celem jest zmniejszenie ciśnienia w hotendzie i zapobieganie wyciekowi stopionego filamentu, co prowadzi do powstawania cienkich nitek (stringing) i kropelek na wydruku.
Retrakcję ustawia się zwykle w slicerach (Cura, PrusaSlicer, Simplify3D itp.) za pomocą 2–3 parametrów: długości retrakcji (mm), prędkości retrakcji (mm/s) i ewentualnie dodatkowych opcji jak minimalna odległość travel przed retrakcją oraz hop/retract z uniesieniem osi Z.
Kiedy retrakcja pomaga i kiedy szkodzi
Kiedy retrakcja pomaga
Retrakcja jest pomocna gdy drukujesz modele z dużą liczbą przelotów (travel moves), małymi detalami, a także przy drukowaniu filamentami, które łatwo ciągną nitki (np. PLA, PETG). Dzięki dobrze dobranej retrakcji uzyskasz czystsze przeloty, mniej śladów na powierzchniach i ogólnie lepszą estetykę wydruku.
Kiedy retrakcja szkodzi
Nadmierna retrakcja lub źle dobrana prędkość mogą powodować:
- zacięcia filamentu (szczególnie filamentów miękkich jak TPU),
- wzrost zużycia ekstrudera i szybsze ścieranie trysek w systemach Bowden,
- niedokładności wymiarowe przy częstych cofnięciach i podawaniach,
- problem z ponownym zasileniem filamentu (under-extrusion) po retrakcji jeśli odległość cofania jest za duża lub prędkość zanadto wysoka.
Jeżeli masz drukarkę z systemem Bowden, retrakcja zbyt długa zwiększa luz i może powodować rozciąganie filamentu wewnątrz rurki, co zaburza precyzję ekstrudera. W drukarkach direct-drive zwykle stosuje się krótsze retrakcje, ale z większą kontrolą nad przepływem.
Jak ustawić retrakcję krok po kroku
Poniżej znajdziesz sprawdzony proces ustawiania retrakcji, który można zastosować do większości drukarek FDM/FFF.
- Przygotuj test: wydrukuj prosty test stringingu (np. 10 słupków ustawionych blisko siebie) albo użyj wzorów ze strony z wzorami i przykładami do porównań.
- Ustaw bazowe parametry: zacznij od domyślnych ustawień slicera: retrakcja 4–6 mm (Bowden 5–7 mm), prędkość 25–45 mm/s. Dla direct-drive warto zacząć od 1–2 mm.
- Testuj długość retrakcji: wykonaj serię wydruków zmieniając tylko długość retrakcji (np. 0.5, 1, 2, 3, 4 mm dla direct; 3, 4, 5, 6, 7 mm dla Bowden) i obserwuj stringing oraz jakość warstw.
- Dostosuj prędkość retrakcji: jeśli przy dobrej długości pojawiają się artefakty, zmniejsz prędkość retrakcji (mniej gwałtowne cofanie) lub zwiększ, jeśli filament „ciągnie się” po retrakcji (zbyt wolno cofnięcie nie obniża ciśnienia wystarczająco szybko).
- Skoryguj minimalne travel i Z-hop: włącz Z-hop (podniesienie głowicy przy retrakcji) jeśli widzisz rysy na powierzchni; ustaw minimalną odległość travel, aby retrakcja była wykonywana tylko przy dłuższych przelotach.
- Sprawdź temperaturę i prędkości drukowania: czasem problem ze stringingiem rozwiążesz lepszym dopasowaniem temperatury (obniżenie o 5–10°C) i prędkości druku, bez konieczności radykalnej zmiany retrakcji.
- Weryfikacja końcowa: po znalezieniu „złotego środka” wykonaj dłuższy test na rzeczywistym modelu i zwróć uwagę na powtarzalność efektu.
Najczęstsze błędy związane z retrakcją
- Zbyt długa retrakcja na direct-drive: powoduje cofanie się filamentu zbyt głęboko do popychacza i opóźnienia w ponownym podaniu.
- Za wysoka prędkość retrakcji: może prowadzić do slipu (poślizgu) w napędzie filamentu lub jego ślizgania się.
- Brak dopasowania dla rodzaju filamentu: TPU i filmy miękkie wymagają minimalnej retrakcji lub jej wyłączenia.
- Ignorowanie temperatury: zbyt wysoka temperatura zwiększa płynność filamentu i sprzyja stringingowi, dlatego retrakcja nie zawsze jest jedynym rozwiązaniem.
- Włączona retrakcja przy krótkich trasach: retrakcja powinna być uruchamiana tylko ponad pewną odległość travel; inaczej powtarzające się cofnięcia mogą zniszczyć jakość wydruku.
Rozwiązywanie problemów — troubleshooting
Poniżej opisane są typowe symptomy i szybkie kroki naprawcze.
Objaw: ciągłe stringing mimo retrakcji. Rozwiązanie: obniż temperaturę drukowania o 5–10°C, zwiększ długość retrakcji o 0.5–1 mm albo zwiększ prędkość retrakcji; sprawdź minimalną odległość travel.
Objaw: zacięcia filamentu przy retrakcji (szczególnie TPU). Rozwiązanie: skróć lub wyłącz retrakcję, zmniejsz prędkość retrakcji, sprawdź ustawienia ekstrudera (napięcie rolki), ewentualnie zastosuj direct-drive jeśli używasz Bowden z elastycznym filamentem.
Objaw: under-extrusion po retrakcji (braki materiału na początku segmentu). Rozwiązanie: zmniejsz długość retrakcji, zwiększ prędkość podawania po retrakcji (retract extra prime), sprawdź chłodzenie filamentu i luz w systemie Bowden.
Jeśli potrzebujesz pomocy ze specyficzną konfiguracją swojej drukarki, zapraszamy do kontaktu przez naszą stronę Kontakt – ElWood — chętnie pomożemy w doborze ustawień.
Porównanie ustawień: Bowden vs Direct oraz wpływ filamentu i dyszy
Poniższa tabela pomaga szybko zorientować się, jakie wartości retrakcji i prędkości są typowe w zależności od układu ekstrudera i rodzaju filamentu.
| Konfiguracja | Typowy zakres długości retrakcji | Typowa prędkość retrakcji | Uwagi |
|---|---|---|---|
| Bowden (PTFE tube) | 4–7 mm | 25–45 mm/s | Większa długość kompensuje tłumienie w rurce; ryzyko rozciągania filamentu |
| Direct-drive | 0.5–2 mm | 20–40 mm/s | Krótka retrakcja, lepsza kontrola przy elastycznych filamentach |
| PLA | 1–4 mm (direct), 4–6 mm (Bowden) | 20–45 mm/s | Dobry balans szybkości i długości; łatwo testować |
| PETG | 1–3 mm (direct), 3–5 mm (Bowden) | 20–40 mm/s | Wyższe temperatury sprzyjają stringingowi; warto obniżyć temp. |
| TPU (elastyczne) | 0–1 mm (często wyłączona) | jeżeli włączona: 10–20 mm/s | Unikać cofania w systemach Bowden; direct-drive preferowany |
Praktyczne wskazówki i przykłady
W praktyce warto trzymać się zasady: mniej, ale kontrolowane. Zbyt agresywna retrakcja daje szybkie rezultaty, ale kosztem długotrwałej powtarzalności i niezawodności. Wykonując serię testów, zapisuj wyniki i porównuj zdjęcia – to najszybszy sposób na wypracowanie ustawień dla konkretnego filamentu i modelu.
Jeśli chcesz zobaczyć gotowe produkty i akcesoria drukowane w ElWood, przejdź do naszej oferty w sklepie ElWood.
Przykładowo, drobne gadżety reklamowe jak breloczek NFC lub wizytówki z NFC drukowane z PLA wymagają minimalnego stringingu, więc dobrze dobrana retrakcja znacząco poprawia ich wygląd.
FAQ — najczęściej zadawane pytania
1. Ile mm retrakcji ustawić dla mojej drukarki?
To zależy od typu ekstrudera: dla direct-drive zwykle 0.5–2 mm, dla Bowden 4–7 mm. Zacznij od tych wartości i wykonaj testy stringingu.
2. Czy retrakcję można wyłączyć?
Tak — dla niektórych filamentów (np. TPU) lub bardzo prostych modeli wyłączenie retrakcji może poprawić stabilność wydruku. Zamiast retrakcji warto wtedy stosować niższą temperaturę i ostrożne ustawienia travel.
3. Jak retrakcja wpływa na żywotność drukarki?
Częste i zbyt agresywne cofania zwiększają obciążenie mechaniczne ekstrudera i mogą przyspieszyć zużycie zębatek. Dobrze dobrana prędkość i długość oraz użycie odpowiednich części (metalowy napęd, dobre łożyska) zmniejszają ryzyko.
4. Dlaczego po retrakcji mam braki materiału na początku ścieżki?
To prawdopodobnie efekt zbyt długiej retrakcji lub zbyt szybkiego cofania powodującego poślizg. Spróbuj skrócić retrakcję, zwiększyć prędkość re-prime (podania) lub skorygować tzw. „extra prime” w slicerze.
5. Jak testować retrakcję szybko i skutecznie?
Użyj prostego modelu testowego (słupki, mostki) i zmieniaj pojedynczy parametr na raz. Dokumentuj wyniki zdjęciami i notatkami. Nasze wzory w sekcji wzorów i przykładów mogą być przydatne przy tworzeniu serii testowych.
6. Czy inny rozmiar dyszy zmienia ustawienia retrakcji?
Tak — większe dysze (0.6 mm i więcej) podają więcej materiału, więc retrakcja może wymagać korekty (często większej długości lub szybszej prędkości). Mniejsze dysze (0.2–0.4 mm) zwykle potrzebują dokładniejszej kontroli przepływu.
7. Masz więcej pytań technicznych?
Jeśli chcesz omówić ustawienia Twojej konkretnej drukarki lub filamentu, napisz do nas przez stronę Kontakt – ElWood lub zapoznaj się z informacjami o nas na stronie About – ElWood.
Praca nad retrakcją to balans pomiędzy estetyką a niezawodnością. Metodyczne testy, zapisywanie wyników i poznawanie zachowań poszczególnych filamentów to klucz do sukcesu. Jeśli chcesz, aby Twoje projekty wyglądały perfekcyjnie i były gotowe do zastosowań komercyjnych, skontaktuj się z nami — w naszym sklepie oferujemy także gotowe wydruki i akcesoria, które powstały po wielu takich optymalizacjach, np. wizytówka NFC oraz dekoracyjne przedmioty jak wazon Vortex, które wymagają minimalnego nitkowania podczas druku.
Powodzenia w testowaniu retrakcji! Pamiętaj: dokumentacja wyników i cierpliwość przy iteracjach dają najlepsze efekty.
Dodaj komentarz