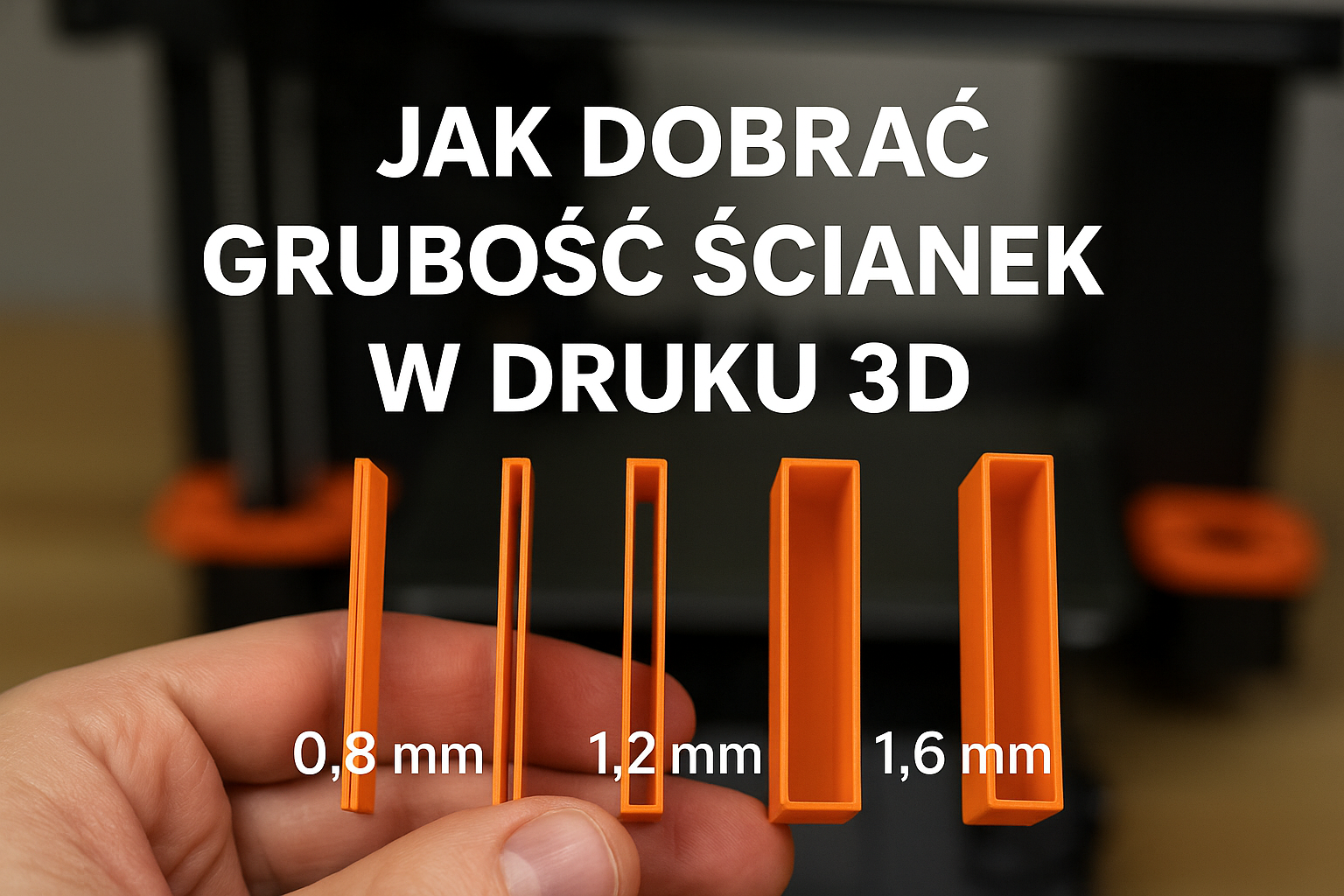
Jak dobrać grubość ścianek w druku 3D (0.8/1.2/1.6/2.0 mm)
Krótki wstęp: dobór grubości ścianek (ang. wall thickness, shell) to jedna z najważniejszych decyzji przy przygotowywaniu modelu do druku FDM/FFF. Wpływa na wytrzymałość, wagę, wygląd powierzchni, czas wydruku i zużycie materiału. W tym artykule znajdziesz praktyczne wskazówki do wyboru 0.8, 1.2, 1.6 i 2.0 mm, porównawczą tabelę, instrukcję krok po kroku, listę najczęstszych błędów, troubleshooting oraz obszerny FAQ.
Dlaczego grubość ścianek ma znaczenie?
Ścianki to zewnętrzne warstwy modelu drukowanego jako obrysy/perymetry. To one przenoszą obciążenia, kształtują wykończenie powierzchni i wpływają na szczelność modelu. Zbyt cienkie ścianki mogą być kruche i nieszczelne, zbyt grube — marnują filament i wydłużają druk. Aby zrozumieć praktyczny wpływ parametrów, warto poznać zależności między szerokością dyszy, liczbą perymetrów i warstwami ścianek.
Podstawy: perymetry, szerokość dyszy i warstwa
Perymetry (shells) to liczba obrysów drukowanych na zewnątrz modelu. Grubość ścianki powinna być wielokrotnością rzeczywistej szerokości ścieżki (line width) ustawionej w slicerze. Dla dyszy 0.4 mm typowa szerokość ścieżki to około 0.45–0.48 mm. Dlatego grubości takie jak 0.8 mm lub 1.2 mm odpowiadają 2x lub ~3x szerokości ścieżki i dają logiczne, solidne wartości.
Jak wybrać: 0.8 / 1.2 / 1.6 / 2.0 mm — porównanie praktyczne
Wybór zależy od przeznaczenia części: czy ma to być prototyp, element estetyczny, funkcjonalny, czy może obudowa z ukrytymi detalami. Poniżej znajdziesz tabelę porównawczą i opis rekomendacji dla każdej z grubości.
| Grubość | Wytrzymałość | Czas druku | Zużycie filamentu | Zalecane zastosowania |
|---|---|---|---|---|
| 0.8 mm | Niska–średnia (2 perymetry przy dyszy 0.4 mm) | Krótki | Niskie | Modele koncepcyjne, dekoracje, detale nieobciążane |
| 1.2 mm | Średnia (3 perymetry przy dyszy 0.4–0.45 mm) | Średni | Umiarkowane | Obudowy, części prototypowe, detale użytkowe o niskim obciążeniu |
| 1.6 mm | Wysoka (4 perymetry przy dyszy 0.4 mm; lub 2 przy 0.8 mm) | Dłuższy | Wyższe | Elementy funkcjonalne, uchwyty, elementy montażowe |
| 2.0 mm | Bardzo wysoka (5+ perymetrów lub kombinacja solidów) | Najdłuższy | Najwyższe | Części obciążone mechanicznie, elementy wymagające szczelności |
Uwaga o szerokości ścieżki i dyszy
Przykłady wielokrotności: przy dyszy 0.4 mm efektywna szerokość ścieżki ~0.45 mm. Dla 0.8 mm są to ~2 ścieżki, 1.2 mm ≈ 3 ścieżki itd. Jeśli używasz dyszy 0.6 lub 0.8 mm, przelicz wartość grubości i dostosuj liczbę perymetrów zamiast podawać arbitralną wartość mm.
Krok po kroku — jak ustawić grubość ścianek w slicerze
- Określ funkcję części: estetyka, prototyp, część funkcjonalna.
- Sprawdź szerokość dyszy i ustaw realną szerokość ścieżki (line width). Dla dyszy 0.4 mm ustaw ~0.45–0.48 mm.
- Wybierz docelową grubość ścianki jako wielokrotność line width (np. 2x = 0.9 mm ≈ 0.8 mm, 3x = 1.35 mm ≈ 1.2–1.4 mm).
- Ustaw liczbę perymetrów (shells/walls) tak, aby dawały żądaną łączną grubość (np. 3 perymetry × 0.45 mm ≈ 1.35 mm — wybierz 1.2 mm jeśli chcesz mniej materiału).
- Dopasuj ustawienia top/bottom solid layers (dla szczelności i wytrzymałości). Zwiększ liczbę warstw górnych/dolnych dla części, które mają być szczelne.
- Przetestuj wydruk w małej części (testowy model, fragment) i sprawdź warstwy, wykończenie i zachowanie przy obciążeniu.
- Dostosuj: jeśli pęknięcia, zwiększ liczbę perymetrów lub grubość; jeśli przegrzewanie i wybrzuszenia, zmniejsz temperaturę lub prędkość.
Jeżeli dopiero zaczynasz i chcesz zobaczyć przykłady gotowych wzorów i testów, zajrzyj do sekcji z przykładami na stronie Wzory i przykłady – ElWood.
Najczęstsze błędy przy wyborze grubości ścianek
Poniżej przedstawiamy listę typowych pomyłek, które prowadzą do problemów jakościowych lub funkcjonalnych.
- Niedopasowanie grubości ścianki do szerokości ścieżki — powoduje puste przestrzenie lub nadmiar materiału.
- Stosowanie zbyt cienkich ścianek w częściach obciążonych mechanicznie — skutkuje pękaniem lub szybkim zużyciem.
- Ustawianie jednej wartości ścianek dla wszystkich elementów — lepiej różnicować dla elementów ostrych i grubych.
- Ignorowanie wpływu infillu na sztywność — czasem zwiększenie infillu zamiast ścianek jest bardziej efektywne.
- Próby kompensacji problemów przez nadmierne zwiększanie temperatury — prowadzi do obniżenia jakości powierzchni i stringingu.
Rozwiązywanie problemów (troubleshooting)
Problemy są nieuniknione, ale większość można rozwiązać systematycznie. Poniżej znajdziesz mapę postępowania, która pomoże zdiagnozować i naprawić typowe usterki związane ze ściankami.
Model ma puste obszary między perymetrami
Przyczyna: grubość ścianki nie jest wielokrotnością szerokości ścieżki lub slicer źle oblicza pola. Rozwiązanie: ustaw grubość tak, aby była zbliżona do 2×, 3× itp. szerokości ścieżki; sprawdź ustawienia „wall line count” lub „wall thickness” w slicerze.
Ścianki pękają pod obciążeniem
Przyczyna: zbyt mała liczba perymetrów lub niski infill. Rozwiązanie: zwiększ liczbę perymetrów o 1–2 lub zwiększ infill i użyj grubszego filamentu/wyższej temperatury łączenia między warstwami.
Wydruk jest ciężki i trwa długo
Przyczyna: zbyt grube ściany lub nadmierna liczba perymetrów. Rozwiązanie: zoptymalizuj grubość, stosując ścianki tylko tam, gdzie są potrzebne; rozważ zmniejszenie liczby perymetrów i zwiększenie strategicznie infillu zamiast stałej grubości ścianek.
Przykłady zastosowań i praktyczne porady
Dla praktyków przygotowaliśmy kilka wskazówek zależnych od zastosowania:
- Modele pokazowe i prototypy koncepcyjne: 0.8 mm — szybkie i ekonomiczne wydruki.
- Obudowy elektroniki (gdzie ważna jest szczelność i montaż śrub): 1.2–1.6 mm (w połączeniu z odpowiednią liczbą warstw top/bottom).
- Elementy montażowe i chwytaki: 1.6–2.0 mm lub użycie dodatkowych żebrowań wewnętrznych.
- Części ozdobne lub niskiego obciążenia: 0.8–1.2 mm, aby zmniejszyć wagę i koszt.
Jeśli projektujesz przedmiot, który ma być jednocześnie estetyczny i funkcjonalny (np. brelok reklamowy z elektroniką), warto rozważyć testy i gotowe produkty które łączą technologię NFC z estetyką — zobacz przykładowe breloczki dostępne w ofercie: Breloczek NFC z logo.
Optymalizacja wykończenia powierzchni a grubość ścianek
Wykończenie powierzchni zależy nie tylko od grubości ścianki, ale też od liczby zewnętrznych perymetrów, szerokości ścieżki i retrakcji. Dla gładkiej powierzchni lepiej stosować 2–3 zewnętrzne perymetry z odpowiednio dobraną szerokością ścieżki i niższą prędkością druku zewnętrznego.
Przykład: dla obudowy produktu dekoracyjnego można ustawić 3 perymetry i grubość 1.2 mm, co daje ładny wygląd i wystarczającą wytrzymałość bez nadmiernego zużycia filamentów. Jeśli chcesz zobaczyć podobne produkty, które łączą design i funkcję, sprawdź Nowoczesny Wazon Vortex.
FAQ — najczęściej zadawane pytania
1. Czy mogę użyć 0.8 mm dla wszystkich projektów?
Możesz, ale nie zawsze jest to optymalne. 0.8 mm daje oszczędność materiału i czasu, ale nie zapewnia wystarczającej wytrzymałości w częściach mechanicznych czy elementach montażowych.
2. Jak przeliczyć grubość ścianki na liczbę perymetrów?
Podziel żądaną grubość ścianki przez ustawioną szerokość ścieżki. Np. przy line width 0.45 mm i grubości 1.35 mm otrzymasz ~3 perymetry.
3. Czy zwiększenie infillu jest lepsze niż zwiększenie ścianek?
To zależy od typu obciążenia. Ścianki dobrze przenoszą siły zewnętrzne i chronią krawędzie; infill wpływa głównie na ogólną sztywność i odporność na odkształcenia. Często kombinacja obu jest najlepsza.
4. Jakie ustawienia top/bottom dla szczelności?
Zwiększ liczbę top/bottom layers (np. 6–8) oraz warstwę nadmiaru (solid layers), użyj niższej wysokości warstwy dla gładkości i odpowiedniej ilości perymetrów.
5. Czy grubość ścianek wpływa na gładkość detalu?
Pośrednio — większa liczba perymetrów może poprawić krawędzie i maskować wewnętrzny infill, ale zbyt grube ścianki mogą podkreślić warstwowanie. Dostosuj wysokość warstwy i prędkość druku zewnętrznego.
6. Jak testować wytrzymałość przy różnych grubościach?
Drukuj standardowe próbki (np. belki do zginania) o różnych grubościach i testuj je w realistycznych warunkach użytkowania. Małe testy oszczędzają czas i filament.
7. Kiedy warto zastosować 2.0 mm?
Jeśli część jest krytyczna dla bezpieczeństwa lub ma przenosić duże obciążenia, 2.0 mm (lub więcej) z dodatkowymi wzmocnieniami wewnętrznymi zapewni potrzebną trwałość.
Podsumowanie i dodatkowe zasoby
Dobór grubości ścianek to balans między wytrzymałością, wagą, czasem i kosztami. Zacznij od określenia funkcji części, sprawdź szerokość ścieżki i ustaw grubość jako wielokrotność tej wartości. Testuj małe fragmenty, optymalizuj perymetry i infill w zależności od obciążenia. Jeśli potrzebujesz gotowych rozwiązań lub inspiracji do projektów z elektroniką, zobacz naszą ofertę wizytówek NFC: Wizytówka z NFC z własnym logo.
Masz pytania dotyczące produkcji lub chcesz zamówić usługę druku? Skontaktuj się z nami przez stronę Kontakt – ElWood — chętnie pomożemy dobrać parametry druku.
Informacje o przetwarzaniu danych i prywatności znajdziesz w naszej Polityce prywatności.
Dodaj komentarz