Kontrola jakości w druku 3D: tolerancje, pomiary, raport dla klienta
Krótki wstęp: kontrola jakości w druku 3D to nie tylko estetyka – to gwarancja, że część będzie pasować, działać i spełniać wymagania klienta. W tym przewodniku omówię tolerancje, metody pomiarowe, jak przygotować raport dla klienta oraz praktyczny, krok po kroku proces kontroli jakości w warsztacie druku 3D.
Dlaczego kontrola jakości w druku 3D jest kluczowa?
Druk 3D to łączenie technologii, materiałów i procesu. Nawet najlepszy model CAD może zawieść, jeśli wydruk ma odkształcenia, niewłaściwe wymiary lub słabą adhezję warstw. Kontrola jakości minimalizuje reklamacje, zwiększa zaufanie klienta i pozwala na standaryzację produkcji seryjnej.
Podstawowe pojęcia: tolerancje i dokładność
Tolerancja to dopuszczalna różnica między wymiarem zaprojektowanym a wymiarem rzeczywistym. Dokładność to zdolność procesu do osiągnięcia zamierzonego wymiaru. Różne technologie (FDM/FFF, SLA, SLS) mają różne charakterystyki tolerancji — ważne jest ustalenie oczekiwań już na etapie projektu.
Tolerancje typowe dla technologii druku 3D
Praktyczne wytyczne: dla FDM/FFF zwykle przyjmujemy tolerancję +/-0,2–0,5 mm dla małych detali, dla SLA można oczekiwać +/-0,05–0,2 mm, a dla SLS +/-0,2–0,5 mm, choć wartości zależą od rozmiaru i orientacji części.
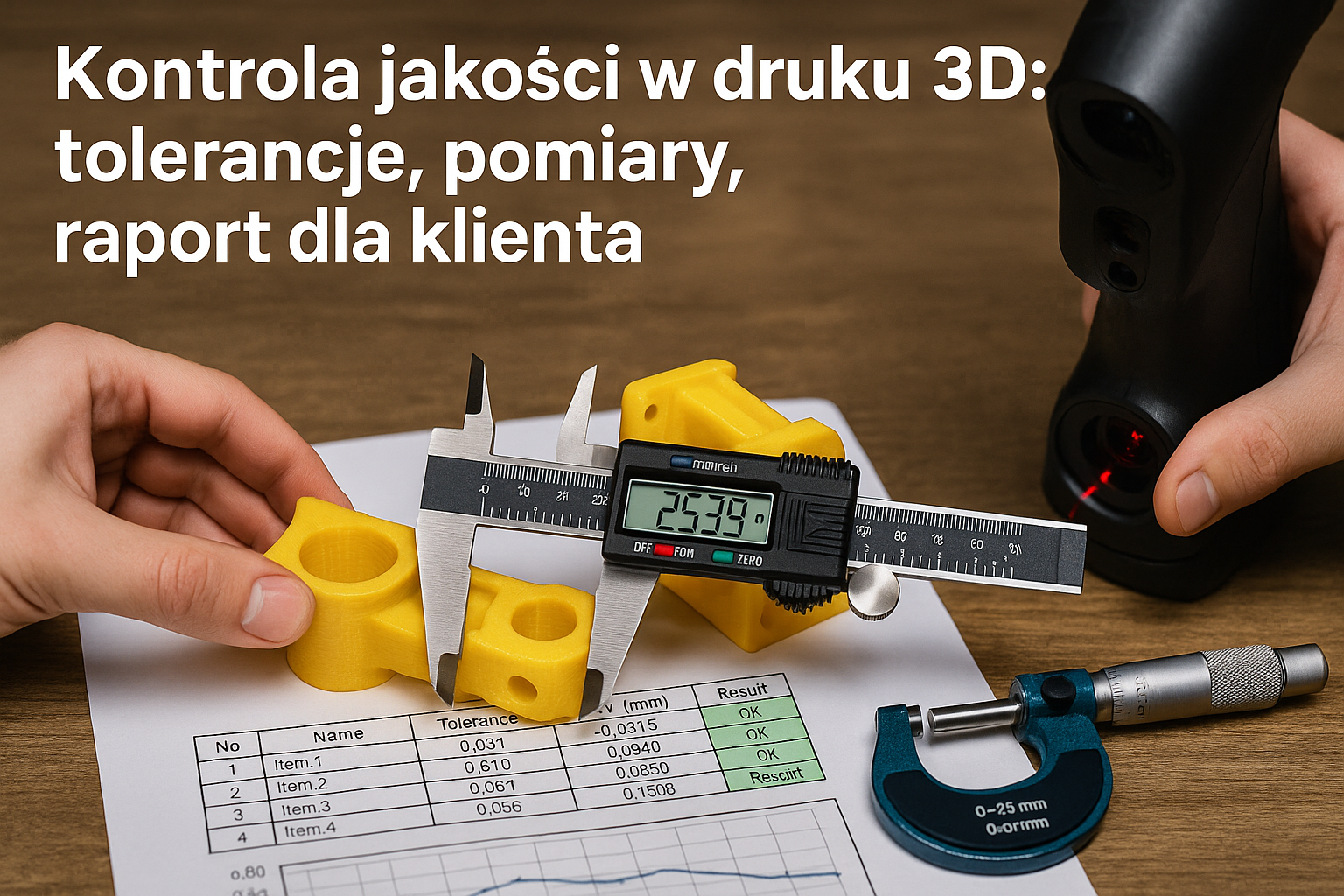
Metody pomiarowe: narzędzia i techniki
W warsztacie stosuje się zarówno proste narzędzia (suwmiarki, mikrometry), jak i zaawansowane (skanery 3D, współrzędnościowe maszyny pomiarowe – CMM). Wybór metody zależy od wymagań tolerancji, geometrii i budżetu.
Suwmiarka
Suwmiarka cyfrowa jest szybka i wystarczająca do większości zastosowań w prototypowaniu. Daje dobre wyniki dla wymiarów zewnętrznych i otworów, ale jej użycie jest ograniczone przy skomplikowanych kształtach.
Mikrometr
Mikrometry zapewniają wyższą dokładność dla cienkich elementów i grubości ścianek. W praktyce warto mieć jeden/zestaw w warsztacie do precyzyjnych pomiarów.
Skaner 3D i CMM
Skaner 3D przydaje się do porównania całej geometrii wydruku z modelem CAD (overlay). CMM (jeśli dostępne) to złoty standard przy pomiarach krytycznych wymiarów w produkcji seryjnej.
Kiedy definiować tolerancje
Tolerancje powinny być zdefiniowane już na etapie projektu i komunikowane między projektantem a producentem. Jeśli klient nie definiuje tolerancji, producent powinien zaproponować domyślne wartości zgodne z technologią i zastosowaniem części.
Krok po kroku: procedura kontroli jakości (checklist)
Poniżej znajdziesz praktyczny proces kontroli jakości, który możesz wdrożyć w warsztacie.
- Odbiór pliku CAD i sprawdzenie wymagań tolerancyjnych oraz powierzchni wykończenia.
- Przygotowanie drukarki: kalibracja, sprawdzenie ekstrudera, materiału i parametrów druku.
- Wydruk próbny (jeśli konieczne) lub wydruk kompletnego detalu.
- Wstępna ocena wizualna: deformacje, warstwy, delaminacja, pęknięcia.
- Pomiary wymiarów krytycznych (suwmiarka/mikrometr/skaner 3D) zgodnie z listą wymiarów kontrolnych.
- Testy funkcjonalne: dopasowanie, montaż, ruchome elementy, szczelność (jeśli wymagane).
- Analiza wyników i porównanie z tolerancjami. Jeśli wynik jest poza tolerancją → decydujemy o poprawce procesu lub akceptacji części.
- Przygotowanie raportu kontrolnego dla klienta z załączonymi zdjęciami i wynikami pomiarów.
Jak przygotować raport dla klienta
Raport powinien być czytelny i zawierać: dane zlecenia, numer partii, materiały, parametry druku, warunki środowiskowe (temperatura, wilgotność jeśli istotne), listę wymiarów kontrolnych z wykazem tolerancji i rzeczywistych pomiarów oraz zdjęcia dokumentujące wygląd i miejsca krytyczne. Dodaj rekomendacje: zaakceptować/dokonać poprawek/ponownie wydrukować.
Przykładowe wzory raportów i szablony możesz znaleźć w naszych materiałach z przykładami.
Porównanie narzędzi pomiarowych
| Narzędzie | Zakres dokładności | Zalety | Wady |
|---|---|---|---|
| Suwmiarka cyfrowa | ~0,01–0,02 mm | szybka, uniwersalna, tania | ograniczona przy skomplikowanych kształtach |
| Mikrometr | ~0,001–0,01 mm | wysoka precyzja dla grubości | wymaga wprawy, ograniczony zakres |
| Skaner 3D (lazer/struktur) | ~0,02–0,1 mm (zależnie od systemu) | kompletna cyfrowa kopia geometrii | drogi, wymaga postprocessingu |
| CMM | ~0,005–0,02 mm | bardzo wysoka dokładność i powtarzalność | bardzo drogie, wolne przy skomplikowanych kształtach |
Błędy i pułapki — najczęstsze błędy w kontroli jakości
W tej sekcji omówię najczęściej popełniane błędy oraz jak ich unikać.
1. Brak jasnych tolerancji
Bez jasno zdefiniowanych tolerancji trudno ocenić, czy część jest akceptowalna. Zawsze ustal najważniejsze wymiary krytyczne i ich dopuszczalne odchyłki.
2. Pomiary wykonane w niewłaściwym miejscu
Pomiary zewnętrzne vs wewnętrzne — często zapomina się o pomiarze rzeczywistych miejsc mocowania lub pasowania. Przy projektowaniu zaznacz w modelu miejsca krytyczne.
3. Niewłaściwa kalibracja narzędzi
Suwmiarki i mikrometry wymagają okresowej kalibracji. Skaner 3D i drukarka też — brak kalibracji zafałszuje wyniki.
4. Nieodpowiednie warunki testowe
Temperatura i wilgotność mogą wpływać na wymiary, szczególnie przy materiałach higroskopijnych (np. nylon). Rejestruj warunki pomiarowe w raporcie.
Rozwiązywanie problemów — troubleshooting
Poniżej opisuję kroki naprawcze dla typowych problemów.
Problem: Wymiary poza tolerancją (np. otwór za duży)
Możliwe przyczyny: niewłaściwa skala w slicerze, retrakcja, skurcz materiału, nieodpowiednia orientacja części. Rozwiązania: sprawdź parametry slicera, zwiększ tolerancję projektową, zmień orientację by minimalizować skurcz na krytycznych wymiarach, zastosuj postprocessing (np. gwintowanie, wiercenie).
Problem: Delaminacja lub słaba adhezja warstw
Przyczyny: zbyt niska temperatura, zła adhezja między warstwami, przeciągi. Rozwiązania: zwiększ temperaturę ekstruzji, zredukować prędkość druku, popraw chłodzenie (lub je ogranicz jeśli problemem jest wychłodzenie), sprawdź wilgotność filamentu.
Problem: Nierówne warstwy i rippling
Przyczyny: luzy mechaniczne w drukarce, niestabilne zasilanie, złe ustawienia akceleracji. Rozwiązania: serwis mechaniczny, wymiana pasków, redukcja prędkości i akceleracji, stabilizacja środowiska pracy.
Integracja kontroli jakości z procesem produkcyjnym
Dla produkcji seryjnej warto wprowadzić kontrolę SPC (statistical process control), czyli monitorowanie procesu i reakcji na odchylenia. Zbieraj dane z pomiarów, analizuj trendy i wprowadzaj korekty procesu zanim pojawi się duża liczba wadliwych części.
Materiały i wpływ na tolerancje
Materiały różnią się skurczem i właściwościami mechanicznymi. PLA jest stabilne i łatwe w druku, PETG ma mniejszą kruchość, a nylon może się kurczyć i absorbować wilgoć. W raporcie zawsze podajemy rodzaj materiału i numer partii filamentu.
Przykłady zastosowań i praktyczne wskazówki
W zależności od zastosowania (prototyp, część funkcjonalna, element dekoracyjny) ustal wymagane tolerancje: elementy montażowe wymagają ściślejszych tolerancji niż prototypy koncepcyjne. Dla części, które muszą pasować do metalowych komponentów, warto zaplanować wykończenie mechaniczne po druku.
Jeśli szukasz niestandardowych produktów lub chcesz omówić wymagania projektowe, zapraszamy do kontaktu.
Materiały pomocnicze i produkty demonstracyjne
W praktyce warto testować procesy na rzeczywistych produktach. Przykładowe produkty dostępne w naszym sklepie pozwalają zobaczyć wpływ parametrów druku na finalny efekt.
Wazon Dekoracyjny Vortex Czarny
Podkładki pod kubek z chipem NFC i kodem QR
Najczęściej popełniane błędy — szybka lista
- Brak dokumentacji wymiarów krytycznych.
- Niekalibrowane narzędzia pomiarowe.
- Pomiary bez uwzględnienia temperatury i wilgotności.
- Brak testów funkcjonalnych po wydruku.
- Niearchiwizowanie raportów i zdjęć kontrolnych.
FAQ — najczęściej zadawane pytania
1. Jaką tolerancję mogę oczekiwać dla druku FDM?
Typowe tolerancje dla FDM/FFF to około +/-0,2–0,5 mm, zależnie od rozmiaru części, orientacji druku i ustawień. Wymagające zastosowania mogą wymagać obróbki po wydruku.
2. Czy skaner 3D zastąpi suwmiarkę?
Skaner 3D daje pełną cyfrową repryzentację geometrii i świetnie sprawdza się do porównań z modelem CAD, ale nie zawsze zastąpi szybkie, precyzyjne pomiary określonych wymiarów suwmiarką czy mikrometrem.
3. Jak często powinienem kalibrować drukarkę?
Podstawowa kalibracja (stołu, ekstrudera) przed każdym większym zleceniem jest zalecana. Pełna konserwacja i bardziej zaawansowana kalibracja co określoną liczbę godzin pracy lub po zmianie materiału.
4. Co zawiera typowy raport kontroli jakości?
Raport powinien zawierać: dane zlecenia, parametry druku, materiały, listę wymiarów kontrolnych z rzeczywistymi pomiarami, zdjęcia i rekomendację akceptacji lub działań korygujących.
5. Jak dokumentować wyniki pomiarów dla klienta?
Najlepiej w formie PDF z tabelą wymiarów, wykresami porównawczymi, zdjęciami i notatką o warunkach pomiarowych. Przechowuj kopię raportu w archiwum z numerem partii.
6. Czy materiał wpływa na dopuszczalne tolerancje?
Tak. Niektóre materiały (np. nylon) kurczą się bardziej niż PLA czy PETG. Wybór materiału powinien być elementem umowy z klientem i mieć wpływ na ustalone tolerancje.
7. Co robić, gdy wiele części z partii jest poza tolerancją?
Wstrzymaj produkcję, przeanalizuj parametry procesu, wykonaj testy kontrolne, zidentyfikuj przyczynę (mechanika drukarki, materiał, slicer) i skoryguj proces przed wznowieniem druku.
Podsumowanie i call to action
Kontrola jakości w druku 3D to proces łączący precyzję pomiarów, wiedzę o materiałach i dobre praktyki produkcyjne. Wdrażając powyższe kroki możesz znacząco zmniejszyć liczbę reklamacji i podnieść jakość dostarczanych części. Jeśli potrzebujesz wsparcia przy wdrożeniu procedur kontroli jakości lub chcesz zlecić seryjny druk z raportem jakości — zapraszamy do współpracy.
Więcej informacji o usługach i możliwościach produkcyjnych znajdziesz w naszym sklepie.
Sklep ElWood – oferta druku 3D
Masz pytania techniczne lub chcesz przesłać plik do wyceny? Skontaktuj się z nami.
Dodaj komentarz