-

Druk 3D a wilgotność powietrza – wpływ warunków w pracowni
Druk 3D a wilgotność powietrza – wpływ warunków w pracowni Krótkie wprowadzenie: wilgotność powietrza to jedno z najczęściej pomijanych, a jednocześnie kluczowych zagadnień w praktyce druku 3D. Nawet świetnie skalibrowana drukarka i wysokiej jakości filamenty nie zabezpieczą przed problemami, jeśli materiał lub otoczenie są zawilgocone. W tym artykule wyjaśnię, jak wilgotność wpływa na jakość wydruków,…
-
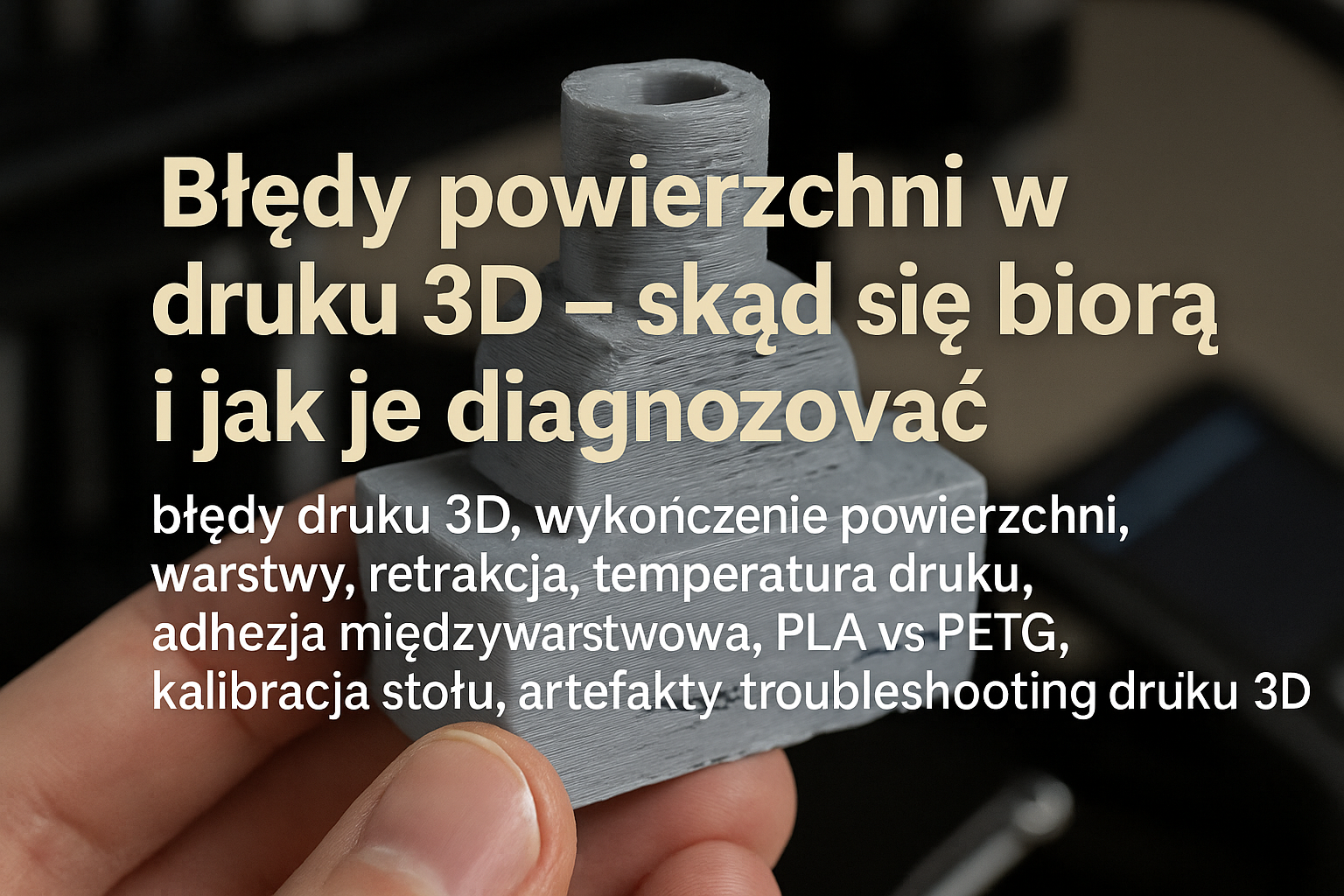
Błędy powierzchni w druku 3D – skąd się biorą i jak je diagnozować
Błędy powierzchni w druku 3D – skąd się biorą i jak je diagnozować Wprowadzenie W tym artykule omówimy najczęstsze przyczyny problemów z wykończeniem powierzchni wydruków 3D, metody diagnostyczne oraz praktyczne sposoby poprawy jakości. Materiał jest napisany z myślą o użytkownikach drukarek FDM/FFF, zarówno hobbystach, jak i osobach drukujących dla klientów. Jeśli chcesz poznać naszą ofertę…
-
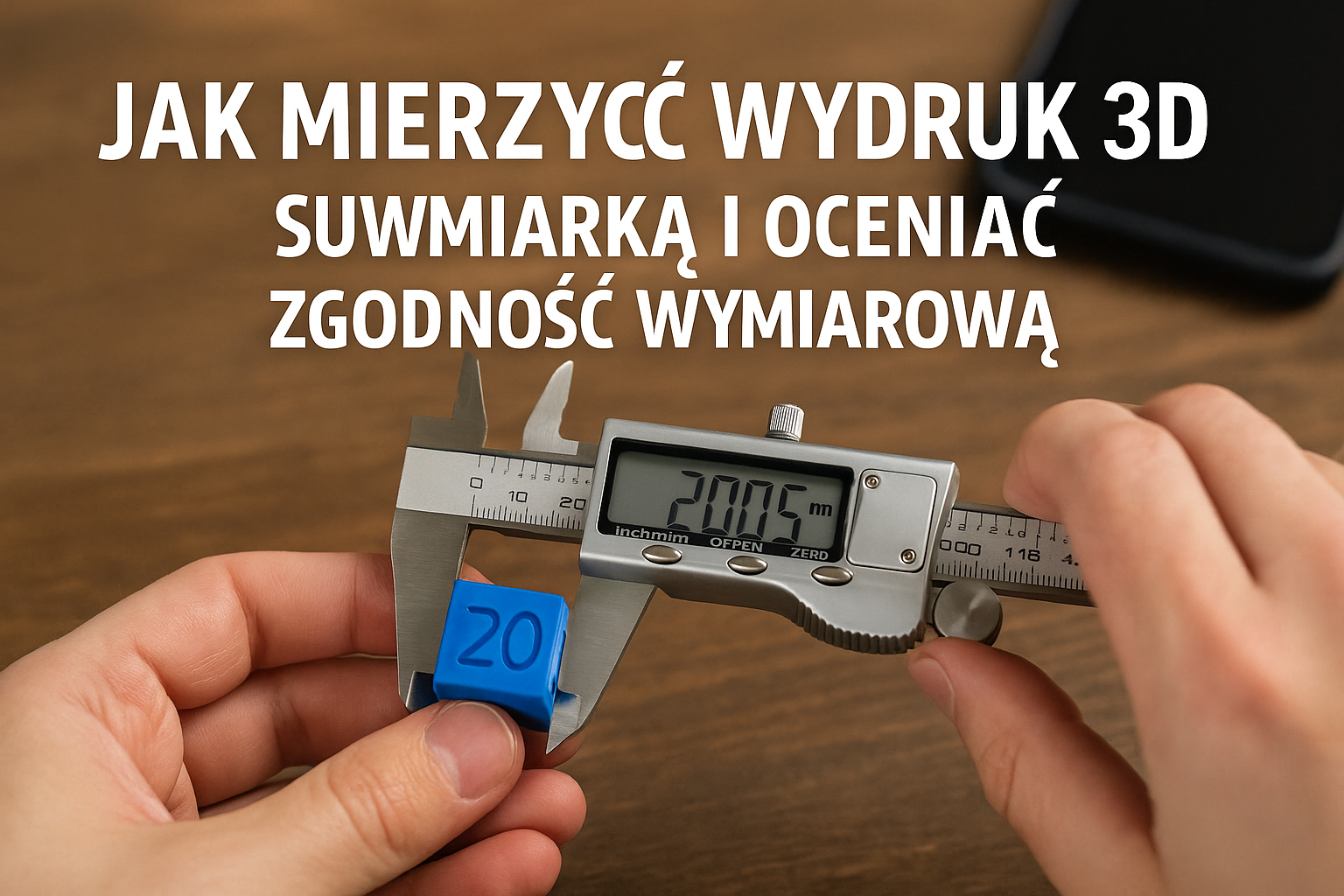
Jak mierzyć wydruk 3D suwmiarką i oceniać zgodność wymiarową
Jak mierzyć wydruk 3D suwmiarką i oceniać zgodność wymiarową Krótki wstęp: Dokładny pomiar wydruków 3D jest kluczowy, gdy zależy nam na dopasowaniu elementów, funkcjonalności i powtarzalności produkcji. Ten praktyczny przewodnik pokaże, jak używać suwmiarki do pomiarów zewnętrznych, wewnętrznych i głębokości, jak interpretować wyniki względem rysunku CAD oraz jak ocenić zgodność wymiarową wydruku. Jeśli szukasz przykładowych…
-
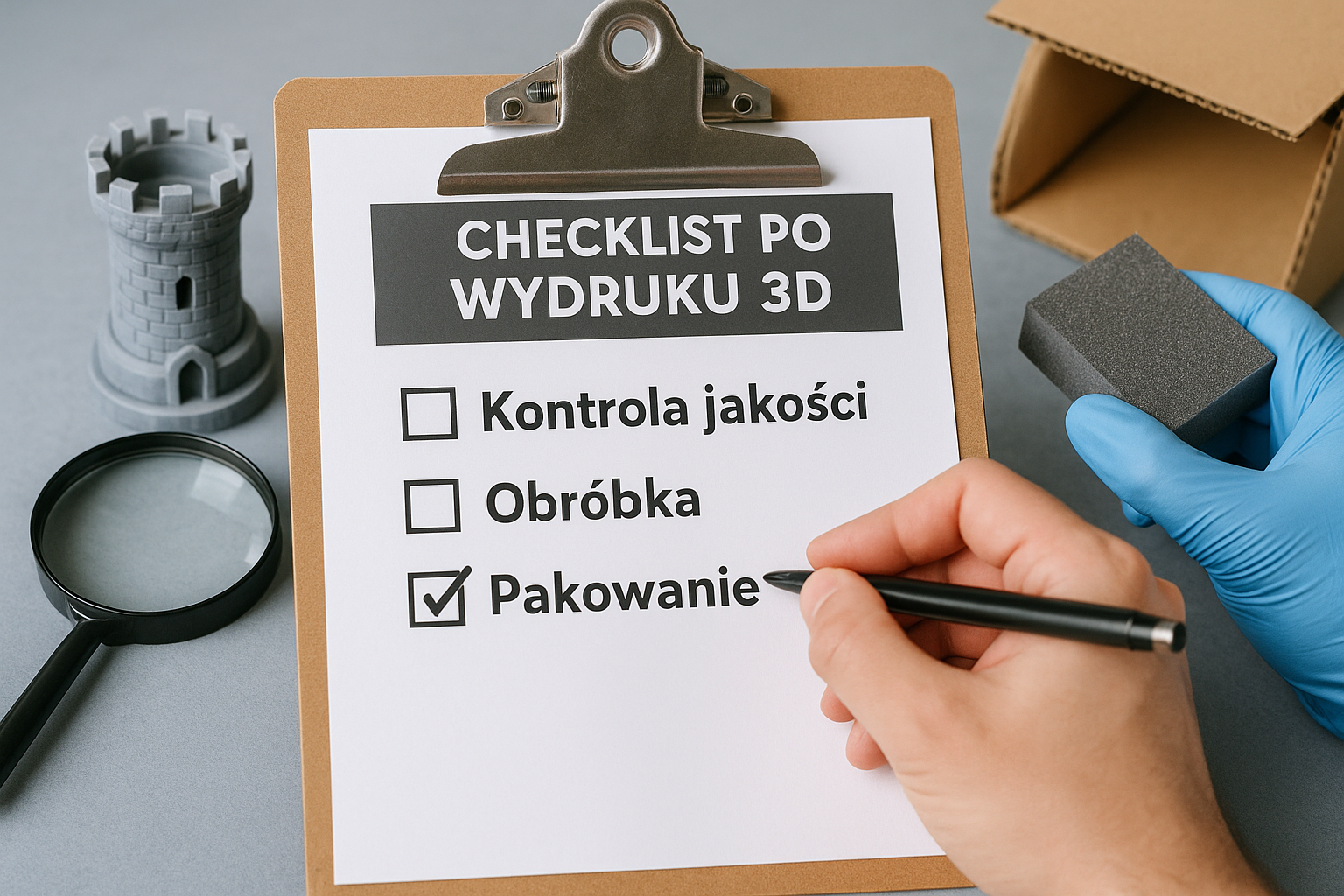
Checklist po wydruku 3D – kontrola jakości, obróbka, pakowanie
Checklist po wydruku 3D – kontrola jakości, obróbka, pakowanie Krótki przewodnik praktyczny dla osób drukujących w 3D — od kontroli jakości, przez obróbkę wykończeniową, aż po bezpieczne pakowanie gotowego produktu. Jeśli chcesz usprawnić proces post-processingu i zminimalizować reklamacje, ten artykuł zawiera kompletną listę kroków, narzędzi i wskazówek. Dowiesz się też, jak przygotować model do wysyłki…
-
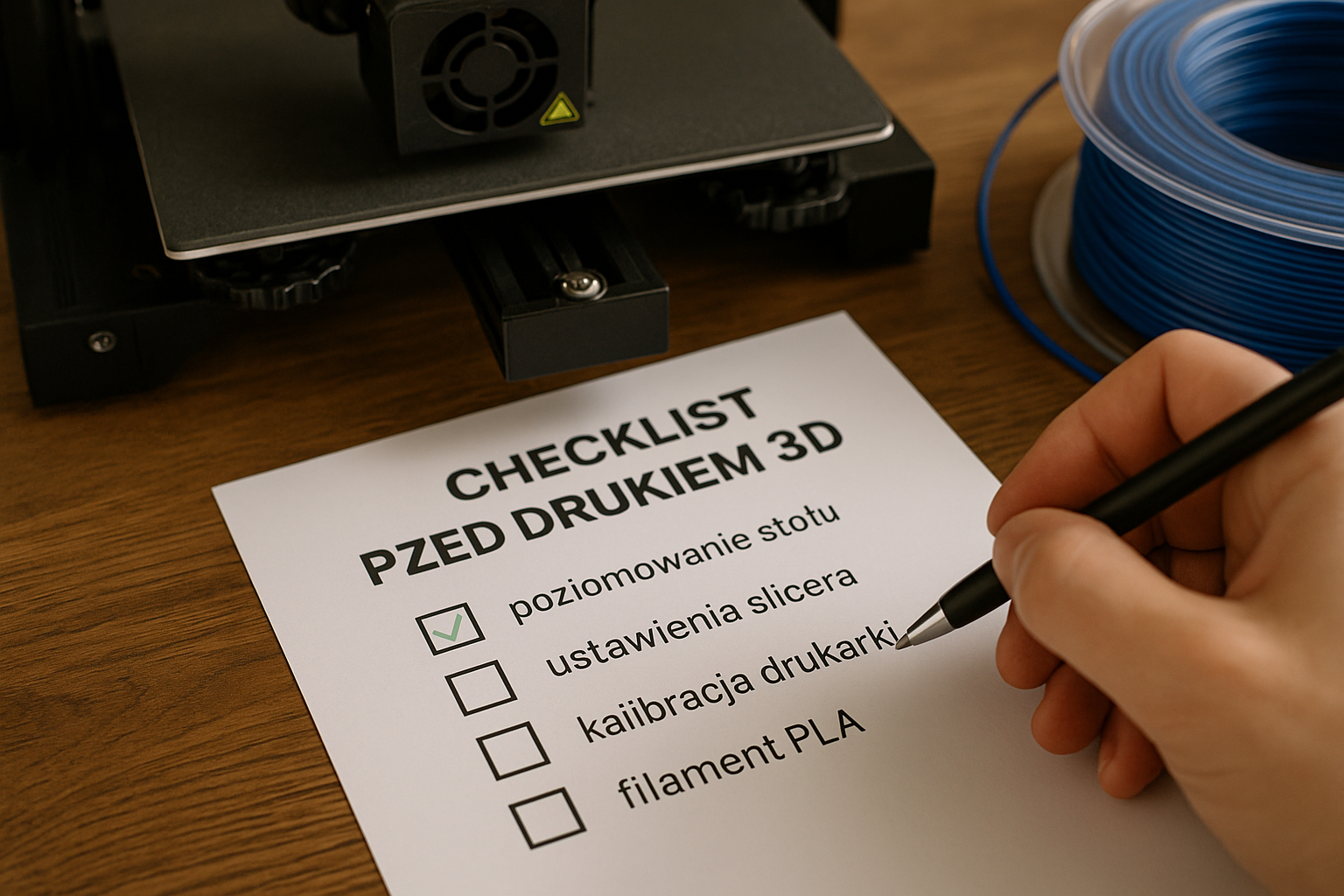
Checklist przed drukiem 3D – co sprawdzić przed startem zlecenia
Checklist przed drukiem 3D – co sprawdzić przed startem zlecenia Krótki wstęp: Ten artykuł to praktyczny, krok po kroku przewodnik „checklist przed drukiem 3D” — lista kontrolna, którą warto przejść przed uruchomieniem każdego zlecenia, aby zminimalizować ryzyko porażki, oszczędzić czas i materiał. Jeśli chcesz poznać naszą ofertę i historię firmy, sprawdź stronę About – ElWood.pl…
-
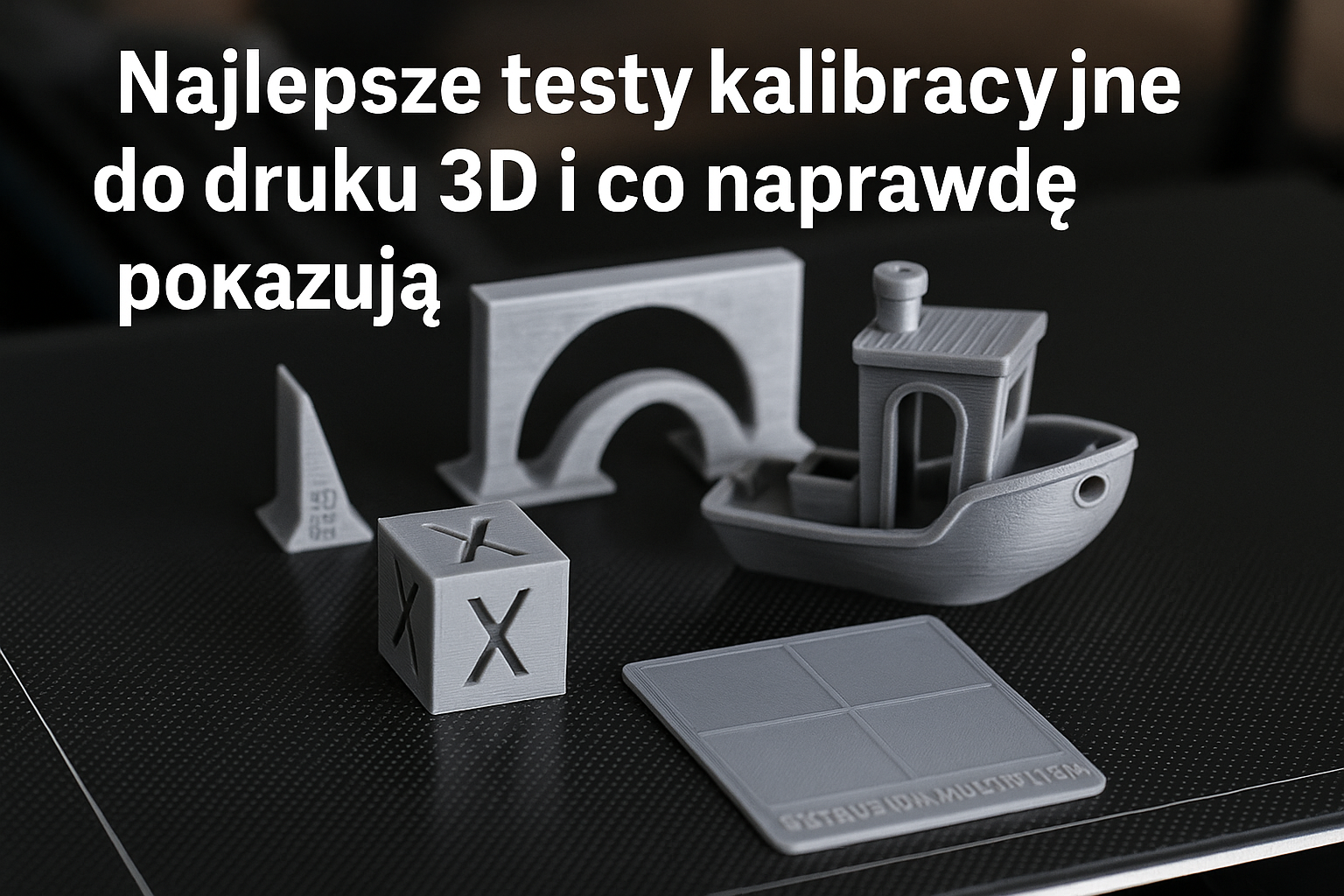
Najlepsze testy kalibracyjne do druku 3D i co naprawdę pokazują
Najlepsze testy kalibracyjne do druku 3D i co naprawdę pokazują W tym obszernym poradniku opisuję praktyczne testy kalibracyjne, które warto wykonać zanim zaczniesz drukować ważne projekty. Wyjaśnię, co konkretnie mierzą poszczególne modele testowe, jak je poprawnie interpretować i jak zamieniać wyniki na ustawienia drukarki — krok po kroku, z gotowymi instrukcjami i przykładami. Jeśli szukasz…
-
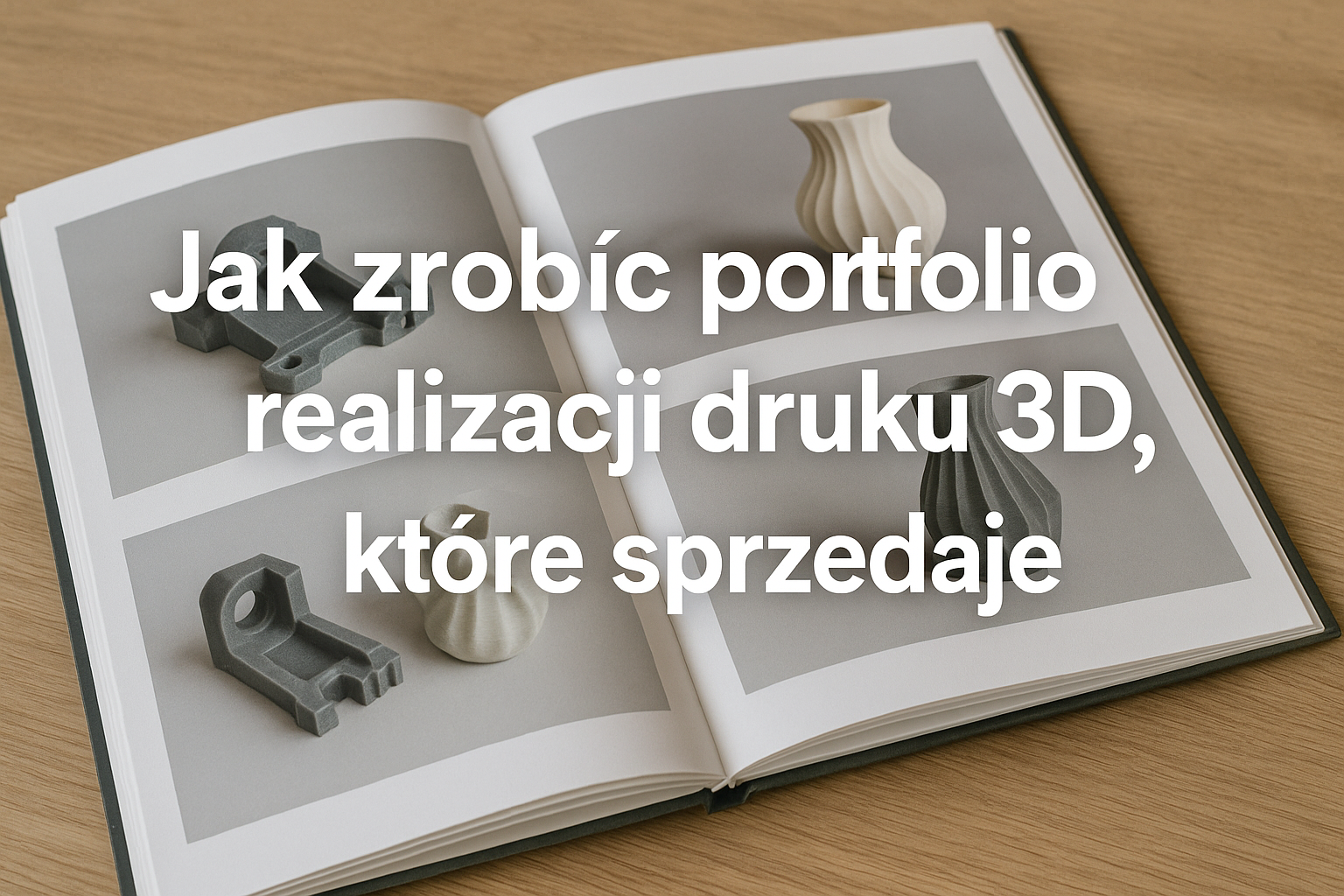
Jak zrobić portfolio realizacji druku 3D, które sprzedaje
Jak zrobić portfolio realizacji druku 3D, które sprzedaje Portfolio realizacji druku 3D to jedna z najważniejszych wizytówek dla projektanta, manufaktury czy sklepu z usługami addytywnymi. W tym praktycznym poradniku znajdziesz konkretne kroki, przykłady i narzędzia, dzięki którym twoje portfolio nie tylko pokaże umiejętności techniczne, ale przede wszystkim będzie konwertować odwiedzających w klientów. Jeśli szukasz inspiracji…
-
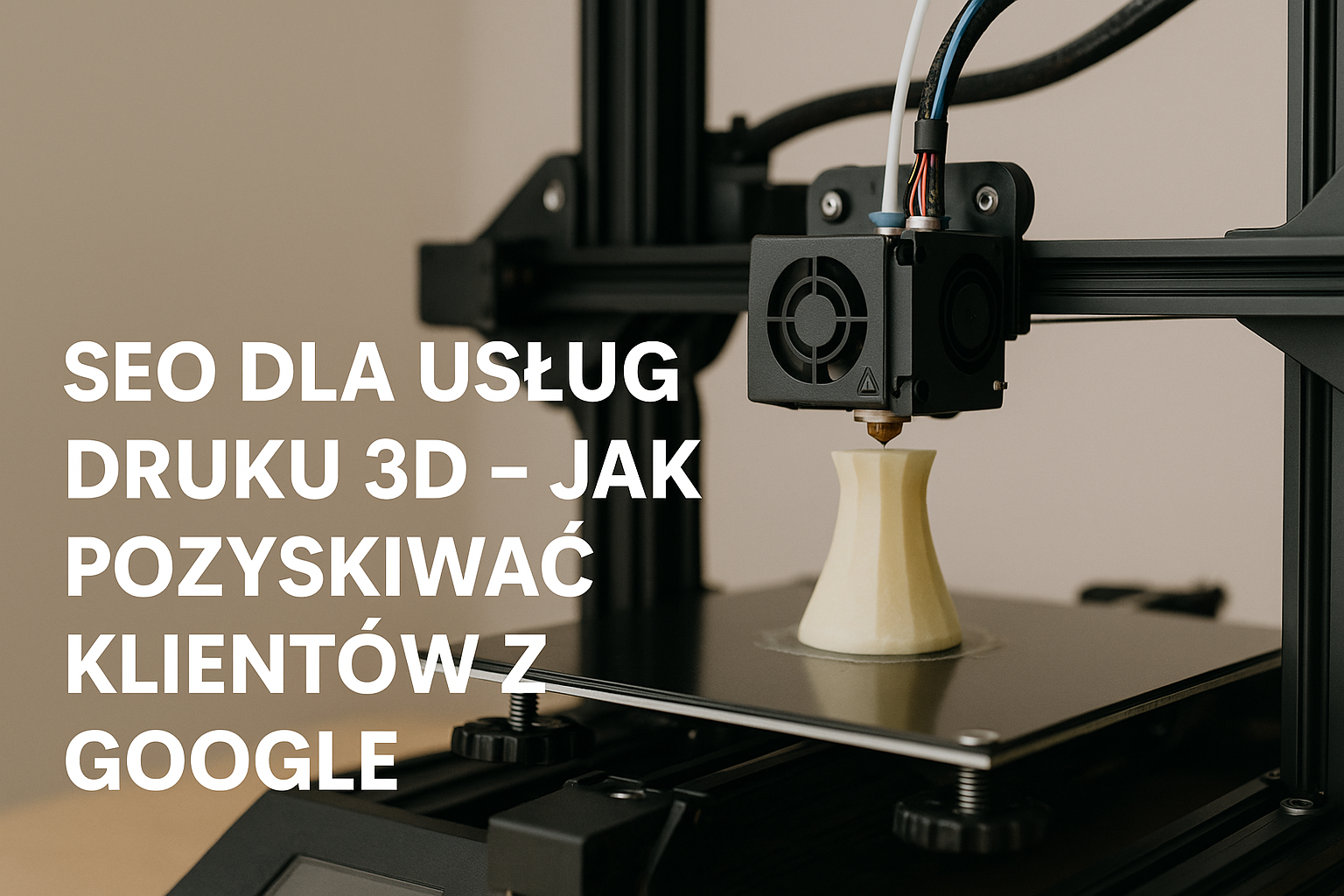
SEO dla usług druku 3D – jak pozyskiwać klientów z Google
SEO dla usług druku 3D – jak pozyskiwać klientów z Google Krótkie wprowadzenie: jeśli prowadzisz usługę druku 3D lub studio prototypowania, najlepszym kanałem pozyskiwania klientów długoterminowo jest organiczny ruch z Google. Ten przewodnik krok po kroku pokaże, jakie działania SEO warto wdrożyć w 2026 roku, jak mierzyć efekty i jak unikać typowych błędów. Masz pytania…
-

Jak stworzyć dobrą stronę produktu dla wydruku 3D w sklepie internetowym
Jak stworzyć dobrą stronę produktu dla wydruku 3D w sklepie internetowym Krótko: dobra strona produktu to nie tylko zdjęcie i cena — to wygoda, zaufanie i jasne informacje, które przekładają się na konwersję. W artykule znajdziesz praktyczny przewodnik, krok po kroku checklistę, przykłady wizualne oraz rozwiązania najczęstszych problemów. Jeśli szukasz inspiracji do układu i treści,…
-

Druk 3D dla e-commerce – personalizacja i krótkie serie produktów, które sprzedają
Druk 3D dla e-commerce – personalizacja i krótkie serie produktów, które sprzedają W erze sklepu internetowego przewaga konkurencyjna coraz częściej wynika z możliwości oferowania wyjątkowych produktów szybko i w małych ilościach. Ten artykuł wyjaśnia, jak wykorzystać druk 3D w e-commerce do personalizacji i produkcji krótkich serii — od strategii, przez proces wdrożenia, po rozwiązania typowych…
