Kategoria: Blog
-
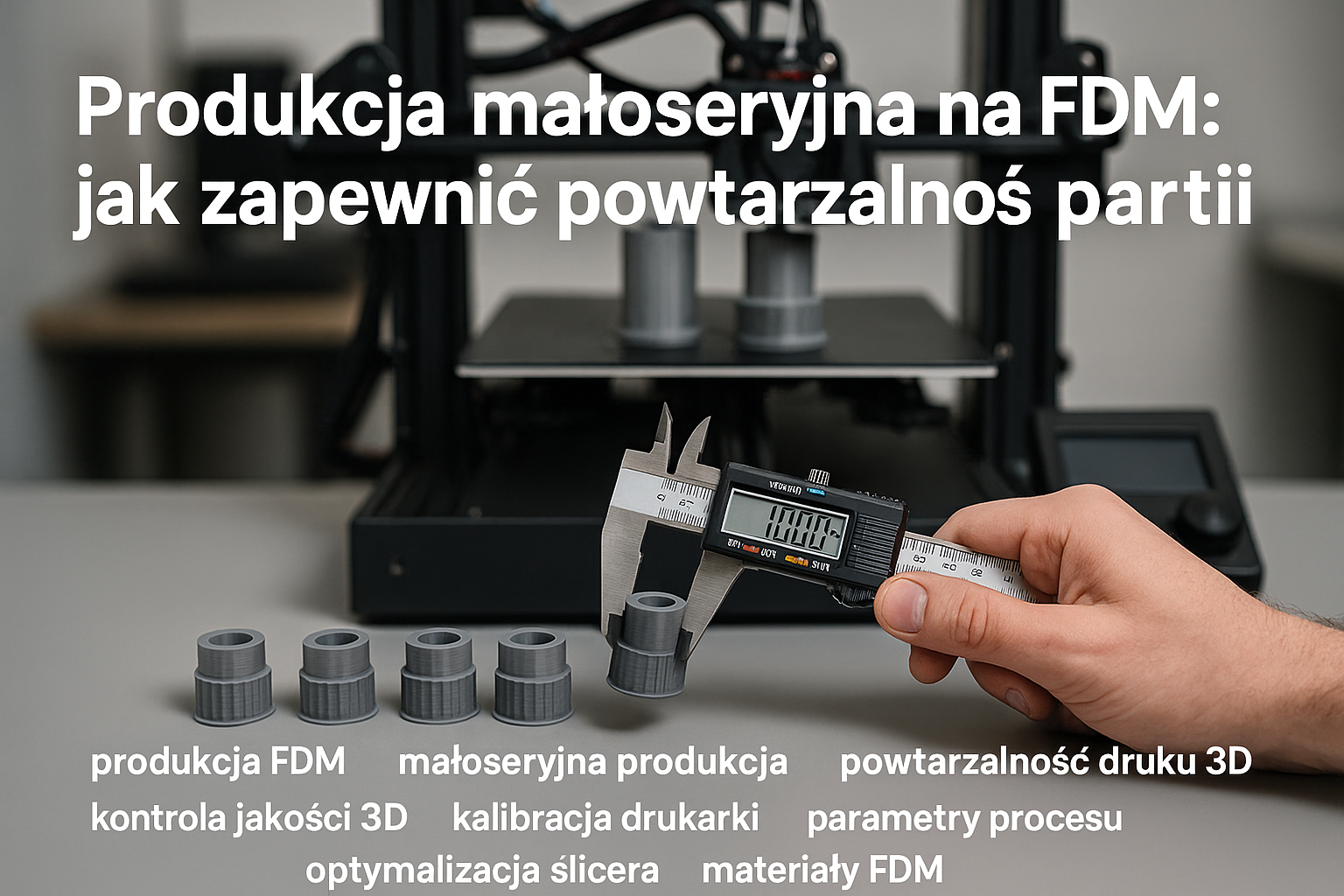
Produkcja małoseryjna na FDM: jak zapewnić powtarzalność partii
Produkcja małoseryjna na FDM: jak zapewnić powtarzalność partii Produkcja małoseryjna na FDM staje się coraz bardziej popularna w firmach projektujących prototypy, wytwarzających części zamienne i sprzedających limitowane serie produktów. W tym artykule omówię praktyczne metody, procedury i narzędzia, które pozwolą osiągnąć wysoką powtarzalność partii przy zachowaniu rozsądnych kosztów i terminów. Przykładowy stół drukarski do małoseryjnej…
-

Druk 3D prototypów funkcjonalnych: testy, iteracje, akceptacja — praktyczny przewodnik
Druk 3D prototypów funkcjonalnych: testy, iteracje, akceptacja — praktyczny przewodnik Krótki wstęp: W tym artykule przejdziemy krok po kroku przez proces tworzenia prototypów funkcjonalnych w technologii druku 3D — od koncepcji, przez przygotowanie, testy i iteracje, aż po końcową akceptację produktu. Naszym celem jest praktyczne podejście: wskazówki, checklisty, typowe błędy i metody naprawcze, które przyspieszą…
-
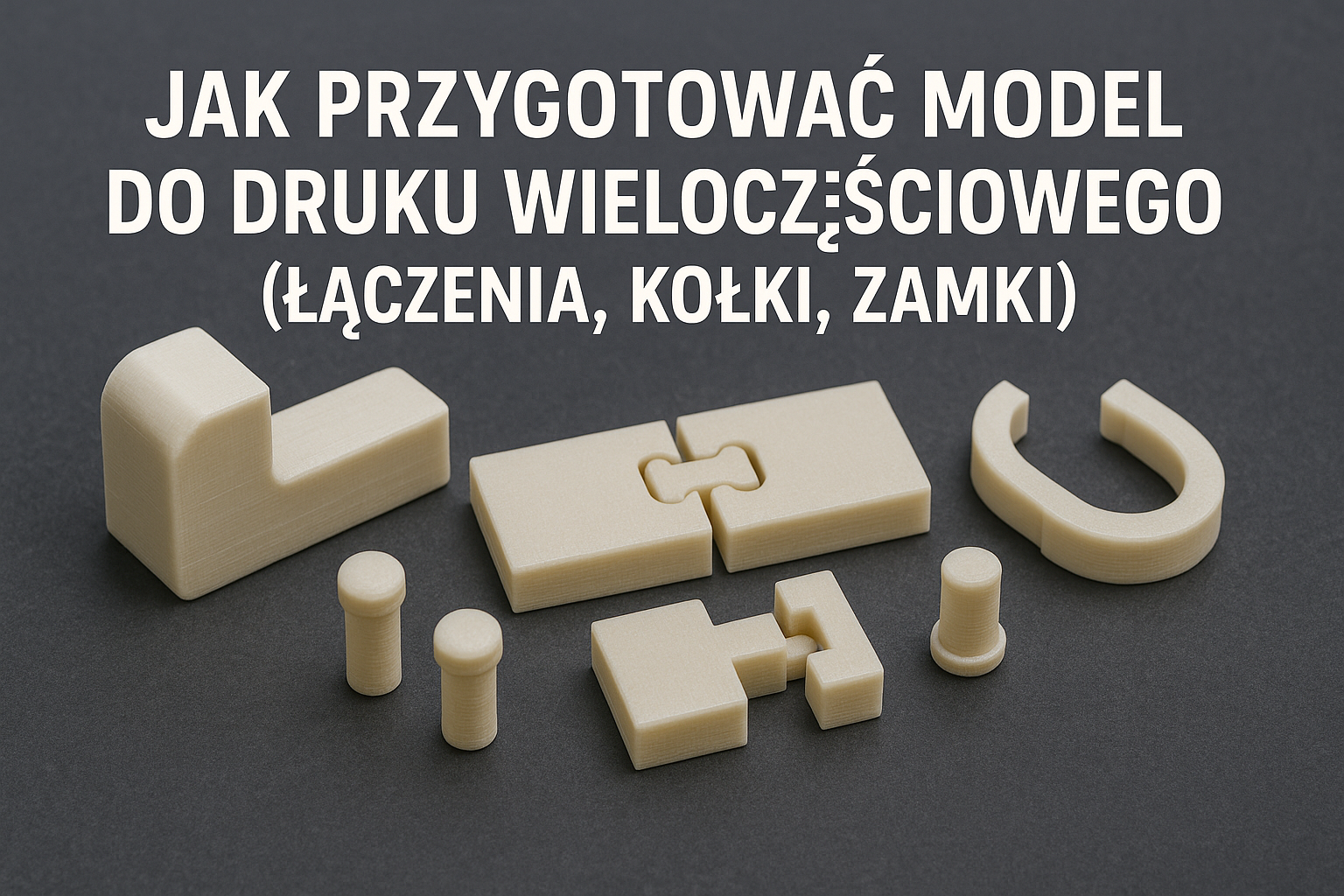
Jak przygotować model do druku wieloczęściowego (łączenia, kołki, zamki)
Jak przygotować model do druku wieloczęściowego (łączenia, kołki, zamki) Druk wieloczęściowy to często jedyny sposób na wydrukowanie skomplikowanych, dużych lub funkcjonalnych obiektów. W tym artykule krok po kroku wyjaśnię, jak projektować połączenia między częściami (kołki, zamki, wcisk, zatrzaski), jak dobrać tolerancje, orientację druku i materiały, aby złożyć elementy bez problemów i uzyskać trwałe, estetyczne połączenia.…
-
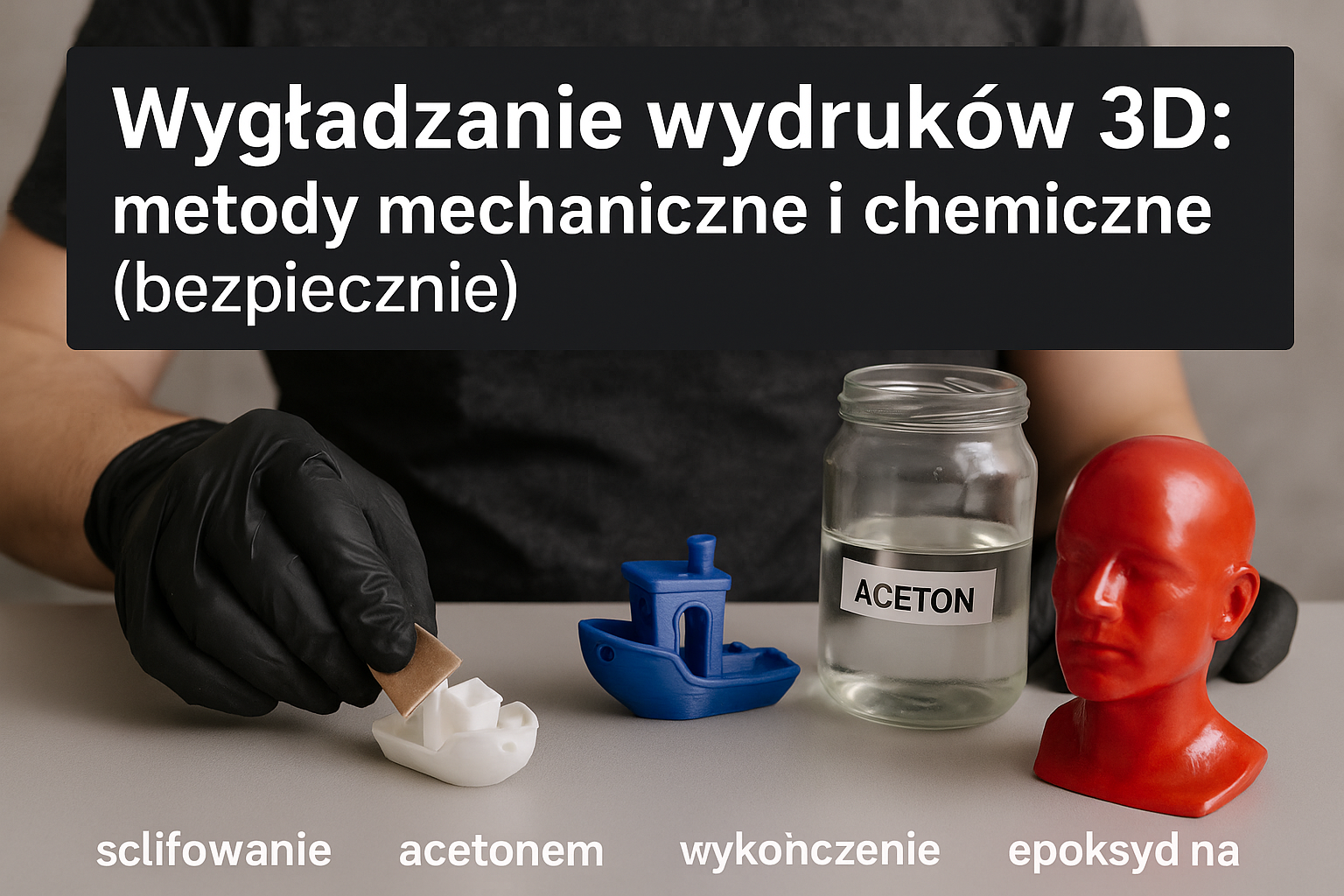
Wygładzanie wydruków 3D: metody mechaniczne i chemiczne (bezpiecznie)
Wygładzanie wydruków 3D: metody mechaniczne i chemiczne (bezpiecznie) W tym obszernym poradniku omówię, jak bezpiecznie i skutecznie wygładzić wydruki 3D — zarówno za pomocą metod mechanicznych, jak i chemicznych. Dowiesz się, kiedy stosować którą technikę, jakie narzędzia i materiały wybrać, jakie są potencjalne zagrożenia oraz jak ich unikać. Ten tekst jest praktyczny i przeznaczony dla…
-

Malowanie i gruntowanie wydruków 3D: workflow krok po kroku
Malowanie i gruntowanie wydruków 3D: workflow krok po kroku Krótki wstęp: ten artykuł to praktyczny przewodnik dla hobbystów i profesjonalistów — opisuje kompletny workflow przygotowania, gruntowania i malowania wydruków 3D, od oczyszczenia modelu do finalnego wykończenia. Dlaczego gruntowanie i malowanie są ważne? Grunt i farba poprawiają wygląd, ukrywają linie warstw i zabezpieczają wydruk przed zabrudzeniem…
-

Klejenie wydruków 3D: PLA/PETG/ASA/ABS – czym kleić i jak
Klejenie wydruków 3D: PLA/PETG/ASA/ABS – czym kleić i jak Klejenie wydruków 3D to podstawowa umiejętność dla każdego, kto składa większe modele, tworzy funkcjonalne części lub chce uzyskać estetyczne wykończenie. W artykule znajdziesz praktyczne porady, zestawienie najlepszych klejów dla popularnych filamentów (PLA, PETG, ASA, ABS), instrukcję krok po kroku, tabelę porównawczą oraz sekcję FAQ i rozwiązywanie…
-
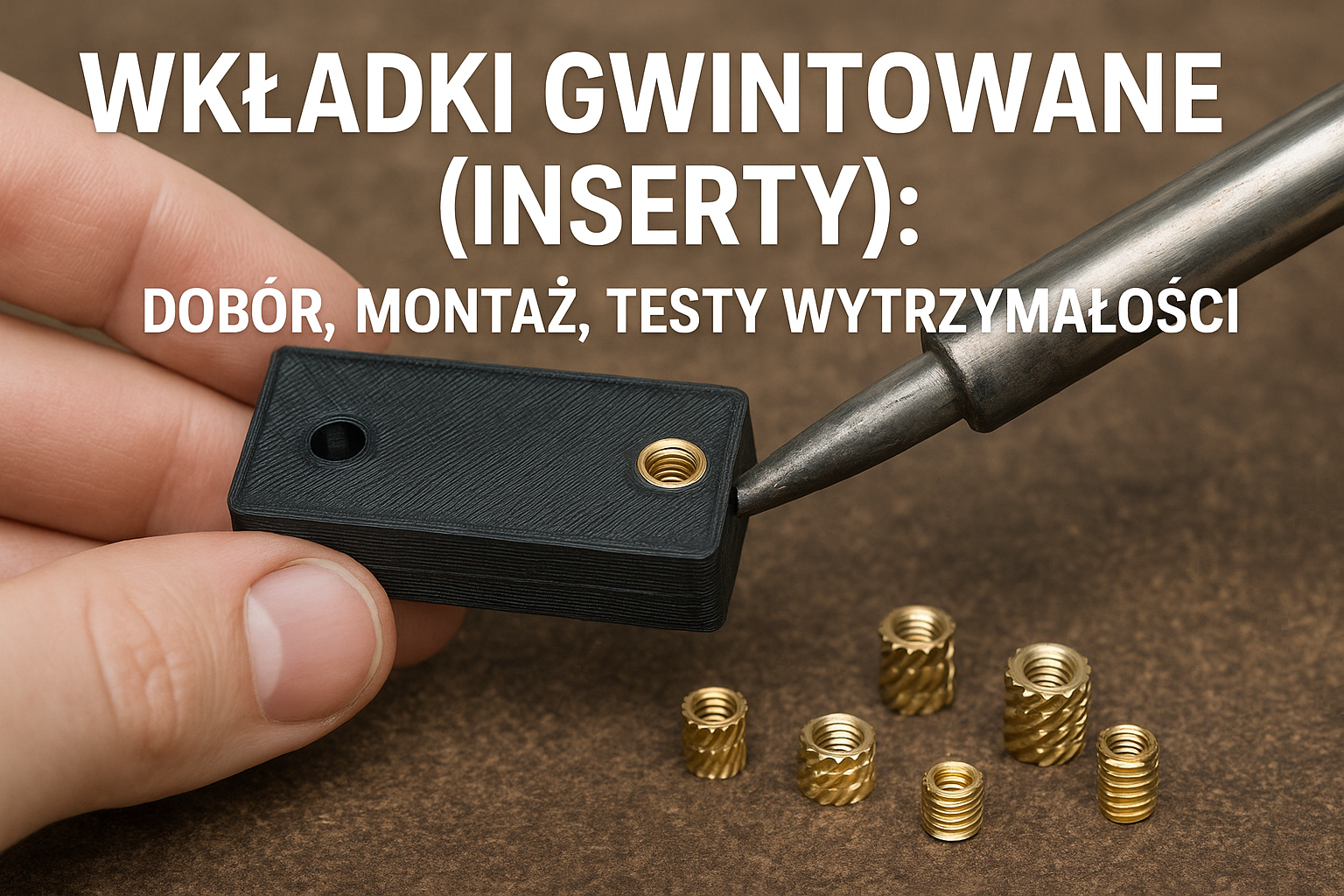
Wkładki gwintowane (inserty): dobór, montaż, testy wytrzymałości
Wkładki gwintowane (inserty): dobór, montaż, testy wytrzymałości Wprowadzenie Wkładki gwintowane (inserty) to jedno z najważniejszych rozwiązań łączących druk 3D z mechanicznymi częściami metalowymi. Pozwalają na powtarzalne, trwałe połączenia gwintowane w częściach z tworzyw sztucznych, znacznie zwiększając użyteczność elementów drukowanych. W tym artykule omówię rodzaje wkładek, zasady doboru, instrukcję montażu krok po kroku, metody testowania wytrzymałości…
-

Druk bez podpór: 15 zasad projektowania pod FDM
Druk bez podpór: 15 zasad projektowania pod FDM Krótkie wprowadzenie: Druk bez podpór to cel wielu projektantów i hobbystów drukujących w technologii FDM. Odpowiednio zaprojektowany model zmniejsza zużycie materiału, przyspiesza druk i ogranicza obróbkę końcową. W tym obszernym poradniku znajdziesz 15 praktycznych zasad, przykłady, tabelę porównawczą oraz sekcje z typowymi błędami i troubleshootingiem. Model zaprojektowany…
-

Bridging w praktyce: ustawienia mostów i testy jakości
Bridging w praktyce: ustawienia mostów i testy jakości Krótki wstęp: Bridging to jedna z częściej spotykanych i jednocześnie frustrujących operacji w druku 3D — polega na drukowaniu elementów, które zawieszone są nad pustą przestrzenią. W tym artykule przeprowadzę Cię krok po kroku przez przygotowanie drukarki, optymalne ustawienia, testy jakości i sposoby naprawy problemów, abyś mógł…
-
Underextrusion i overextrusion: objawy, testy, korekty
Underextrusion i overextrusion: objawy, testy, korekty Underextrusion i overextrusion to jedne z najczęstszych problemów podczas druku 3D FDM. W tym przewodniku omówię rozpoznawanie objawów, zestaw testów diagnostycznych i praktyczne korekty ustawień, które pozwolą szybko wrócić do czystych wydruków. Artykuł zawiera schemat krok po kroku, listę typowych błędów, rozwiązywanie problemów oraz sekcję FAQ. Czym są underextrusion…