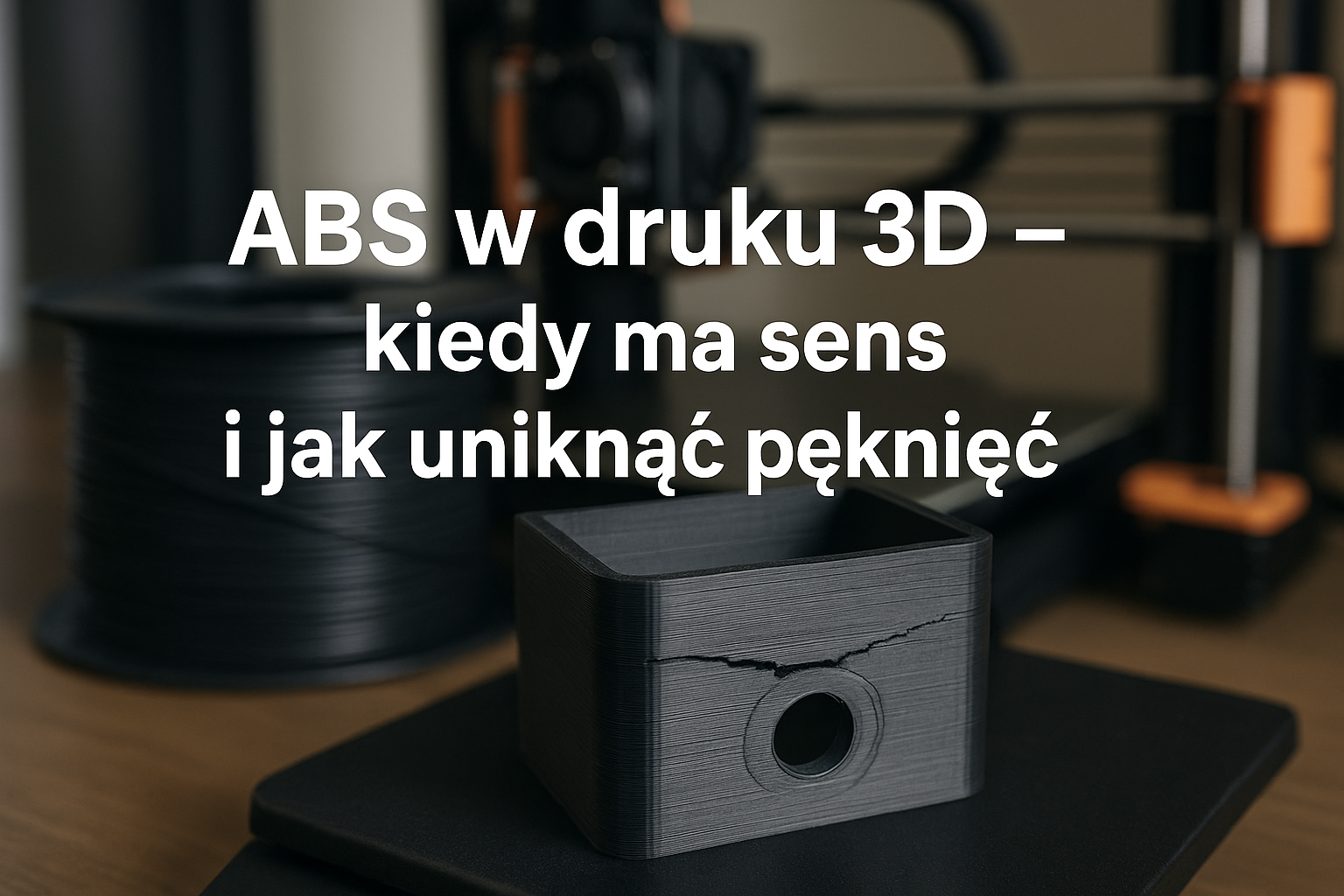
ABS w druku 3D – kiedy ma sens i jak uniknąć pęknięć
Krótkie wprowadzenie: ABS to materiał ceniony za wytrzymałość, udarność i odporność na temperaturę, ale jednocześnie sprawia problemy z warpingiem i pęknięciami międzywarstwowymi. Ten poradnik wyjaśnia, kiedy warto stosować ABS, jakie przygotowanie i ustawienia minimalizują ryzyko pęknięć oraz jak naprawiać i zapobiegać problemom w praktyce. Jeśli dopiero zaczynasz lub chcesz zobaczyć gotowe przykłady produktów, warto odwiedzić nasz sklep z projektami 3D i gotowymi produktami: Sklep ElWood.
Kiedy warto użyć ABS w druku 3D?
ABS (akrylonitryl-butadien-styren) ma kilka cech sprawiających, że wybór tego filamentu ma sens w określonych zastosowaniach. Użyj ABS, gdy potrzebujesz elementów o:
- wysokiej udarności i odporności mechanicznej,
- odporności na temperaturę (wyższa odporność niż PLA),
- możliwości obróbki mechanicznej (frezowanie, szlifowanie, klejenie),
- odporności chemicznej w warunkach domowych/lekko przemysłowych.
ABS sprawdzi się w częściach funkcyjnych, obudowach elektroniki, mocowaniach lub prototypach, które będą narażone na naprężenia. Jeśli chcesz poznać więcej o naszej firmie i możliwościach druku, zajrzyj do sekcji About – ElWood gdzie opisujemy oferowane technologie i podejście do materiałów.
Jak ABS zachowuje się w praktyce?
ABS ma kilka charakterystycznych cech: większa skłonność do skurczu i warpingu, emisja oparów przy druku, potrzeba wyższej temperatury stołu oraz dobre zespolenie warstw przy prawidłowych ustawieniach. Zrozumienie tych właściwości jest kluczowe, żeby minimalizować pęknięcia i delaminację.
Przygotowanie drukarki i materiału
Przed rozpoczęciem drukowania z ABS sprawdź stan i możliwości sprzętu. Oto kilka elementów, które trzeba przygotować i skontrolować:
- zamknięta komora lub obudowa zapobiegająca przeciągom,
- stół grzewczy z możliwością utrzymania 90–110°C,
- profile ekstrudera i dyszy odpornych na stałe temperatury 230–260°C,
- czyste podłoże i środki adhezyjne (klej, taśma Kapton, PEI),
- suchy filament — ABS jest higroskopijny w mniejszym stopniu niż nylon, ale wilgoć pogarsza jakość.
Jeżeli chcesz testować wzory i parametry druku, możesz wykorzystać gotowe modele i wzory dostępne na stronie z zasobami: Wzory i przykłady – ElWood.
Krok po kroku: przygotowanie do druku z ABS
- Wysusz filament: ustaw suszarkę/ piekarnik na ~60°C na 2–4 godziny (w zależności od wilgotności filamentu).
- Sprawdź stan dyszy i extrudera: upewnij się, że nie ma starych pozostałości materiału.
- Skalibruj poziom stołu i odległość pierwszej warstwy: pierwsza warstwa powinna dobrze przylegać i być lekko spłaszczona.
- Ustaw temperatury: dysza 230–250°C (zależnie od producenta filamentu), stół 90–110°C.
- Włącz obudowę/komorę grzewczą lub osłony: utrzymuj stabilną temperaturę otoczenia wydruku.
- Ustaw prędkość druku: 30–50 mm/s dla lepszej jakości i lepszego zespolenia warstw.
- Dodaj brim lub raft przy dużych elementach, aby zwiększyć powierzchnię przylegającą i zmniejszyć warping.
- Monitoruj druk pierwszych 10–20 mm i w razie potrzeby dokonaj korekt temperatury lub podłoża.
Ustawienia druku i techniki zapobiegające pęknięciom
Istnieje kilka sprawdzonych ustawień i praktyk, które znacząco redukują ryzyko pęknięć (cracking) i delaminacji:
- większa temperatura ekstrudera dla lepszego zespolenia warstw,
- wolniejsza prędkość druku i wyższa temperatura pierwszej warstwy,
- używanie obudowy i stabilna temperatura otoczenia,
- stosowanie brim/raft oraz filamentu o odpowiedniej jakości,
- chyba że element ma cienkie ściany — wtedy zwiększ grubość ścian i liczbę obrysów.
Stosowanie retraction i chłodzenia
Ogranicz chłodzenie części: ABS często nie potrzebuje wentylatora chłodzącego lub wymaga bardzo niskiego ustawienia (0–20%). Zbyt silne chłodzenie sprzyja kurczeniu i pęknięciom. Retraction ustaw na umiarkowany poziom, by uniknąć niedoextrudowania i nitkowania.
Porównanie ABS vs PLA (szybka tabela)
| Cecha | ABS | PLA |
|---|---|---|
| Temperatura druku | 230–260°C | 180–220°C |
| Stół grzewczy | 90–110°C | 50–70°C |
| Skłonność do warpingu | Wysoka | Niska |
| Wytrzymałość mechaniczna | Wyższa, udarność | Dobra, krucha przy udarze |
| Obróbka po druku | Szlifowanie, klejenie, rozpuszczalne wygładzanie (aceton) | Łatwe szlifowanie, ale mniej odporne na temperaturę |
| Zastosowania | Części mechaniczne, obudowy funkcjonalne | Prototypy, detale estetyczne |
Najczęstsze błędy prowadzące do pęknięć
Poniżej lista powszechnych błędów oraz krótkie porady, jak ich unikać.
- Niewystarczająca temperatura stołu: powoduje odklejenie brzegów i warping. Ustaw stół 90–110°C i rozważ zastosowanie raftu przy dużych elementach.
- Brak obudowy: przeciągi i nagłe spadki temperatury powodują skurcz materiału — użyj obudowy lub zamkniętej komory.
- Zbyt mocne chłodzenie: przy ABS wentylator często jest wyłączony; włączaj go tylko w minimalnym stopniu.
- Zbyt cienkie ścianki i zbyt mała liczba obrysów: zwiększ liczbę perymetrów i grubość ściany.
- Niewłaściwie dobrany filament: tani filament o złej jednorodności koloru/średnicy zwiększa ryzyko niedoextrudowania i pęknięć.
Rozwiązywanie problemów (troubleshooting)
Jeśli podczas drukowania z ABS widzisz pęknięcia, oto systematyczne podejście do diagnozy i naprawy:
- Sprawdź pierwszą warstwę: czy dobrze przylega? Jeśli nie, popraw poziomowanie i zwiększ temperaturę pierwszej warstwy.
- Sprawdź stabilność temperatury w obudowie: czy są przeciągi? Usuń źródła chłodnego powietrza lub zwiększ izolację.
- Oceń parametry drukowania: zwiększ temperaturę dyszy o 5–10°C i obniż prędkość o 10–20%.
- Rozważ dodanie brim/raft dla większej powierzchni kontaktu z podłożem.
- Jeśli pęknięcia pojawiają się w środku grubszych elementów, zwiększ liczbę wypełnienia i dodaj perymetry.
- Przy delaminacji międzywarstwowej spróbuj drobnego post-processingu: klejenie warstw, miejscowe nagrzewanie lub wygładzanie acetonem (z zachowaniem zasad bezpieczeństwa).
Jeżeli potrzebujesz wsparcia technicznego lub chcesz zlecić wydruk elementów z ABS profesjonalnie, skontaktuj się z nami poprzez stronę kontaktową: Kontakt – ElWood.
Przykłady zastosowań i praktyczne wskazówki
ABS sprawdza się w elementach użytkowych i prototypach, które muszą wytrzymać obciążenia mechaniczne lub podwyższone temperatury. Poniżej kilka scenariuszy i powiązanych wskazówek:
- Obudowy elektroniki: zaprojektuj żeberka wzmacniające, użyj grubych ścianek wokół punktów montażu.
- Mocowania i zawiasy: zwiększ liczbę perymetrów, zastosuj niskie wypełnienie z gęstszym obrysem w miejscach obciążonych.
- Modele użytkowe do testów: korzystaj z ABS, gdy potrzebujesz testować funkcjonalność pod obciążeniem lub temperaturą.
Przykładowe produkty wykonane z PLA w naszej ofercie mogą posłużyć jako punkt odniesienia do estetyki i wykończenia — pamiętaj, że PLA i ABS rządzą się innymi prawami, więc projekt i ustawienia trzeba dostosować. Zobacz przykładowe wazony i elementy dekoracyjne, aby porównać estetykę i strukturę powierzchni: Wazon Dekoracyjny Vortex Czarny.
Inny przykład produktu z oferty, który pokazuje, jak zmienia się wykończenie przy różnych materiałach: Nowoczesny Wazon Vortex Biały.
Dla zastosowań użytkowych, gdzie estetyka idzie w parze z funkcją, warto rozważyć także dodatki łączące elektronikę i nadruk, np. podkładki z chipem NFC do oznakowania prototypów: Podkładki pod kubki z chipem NFC.
Najczęściej zadawane pytania (FAQ)
1. Czy każdy ma drukarkę 3D może drukować z ABS?
Nie każda drukarka nadaje się do ABS. Potrzebna jest możliwość utrzymania wysokiej temperatury stołu i najlepiej zamknięta komora. Starsze lub otwarte drukarki bez stołu grzewczego mogą mieć problem z warpingiem.
2. Jakie są podstawowe różnice w pielęgnacji filamentu ABS?
ABS najlepiej przechowywać w suchym pojemniku z pochłaniaczem wilgoci. Przed drukiem warto filament wysuszyć. Niska wilgotność pomaga uniknąć pęcherzyków i niedoextrudowania.
3. Czy można wygładzać ABS bezpiecznie?
Tak — jednym z popularnych sposobów jest wygładzanie parą acetonu, co daje gładką, zgrzaną powierzchnię. Należy jednak zachować ścisłe zasady bezpieczeństwa: dobra wentylacja, osłony i unikanie kontaktu z oparami.
4. Co najczęściej powoduje pęknięcia w środku grubych elementów?
Pęknięcia wewnętrzne najczęściej wynikają z naprężeń termicznych podczas chłodzenia oraz z niewystarczającego zespolenia warstw. Pomaga zwiększenie liczby obrysów, wyższa temperatura ekstrudera i bardziej równomierne chłodzenie.
5. Czy stosowanie raftu/usuwalnego podkładu zawsze eliminuje warping?
Raft znacznie pomaga przy problemach z przyczepnością i warpingiem, ale nie zawsze eliminuje wszystkie naprężenia. W przypadku dużych elementów warto połączyć raft z zamkniętą komorą i odpowiednimi ustawieniami temperatury.
6. Jak monitorować druk, aby wcześniej wykryć pęknięcia?
Obserwuj pierwsze warstwy i przejścia między obrysami. Nagłe odrywanie krawędzi, odstające narożniki lub „unoszenie” brzegów to sygnały ostrzegawcze. Warto też robić krótkie przerwy kontrolne przy długich wydrukach i sprawdzać stan pierwszych kilku milimetrów po wzroście temperatury.
7. Czy można mieszać ABS z PLA w jednym wydruku?
Technicznie niezalecane: różne temperatury druku i skurcze mogą powodować poważne deformacje i rozwarstwienia. Jeśli potrzebujesz kombinacji materiałów, lepiej użyć dwóch głowic i projektować części, które montuje się mechanicznie po wydruku.
Podsumowanie i dalsze kroki
ABS w druku 3D ma sens, gdy zależy nam na wytrzymałości, udarności i odporności na temperaturę. Aby uniknąć pęknięć i delaminacji, kluczowe są: odpowiednie przygotowanie (suchy filament, zamknięta komora), właściwe ustawienia druku (temperatury, prędkość, brak nadmiernego chłodzenia) oraz świadome projektowanie części (grubsze ścianki, dodatkowe perymetry, brim/raft). Jeśli chcesz zamówić wydruk ABS profesjonalnie lub uzyskać pomoc przy doborze parametrów do konkretnego projektu, skontaktuj się z nami przez stronę: Kontakt – ElWood.
Przed rozpoczęciem pracy zapoznaj się także z polityką i warunkami realizacji zamówień na naszej stronie: Polityka prywatności – ElWood.
Jeżeli chcesz zamówić wydruk lub przetestować różne materiały, zajrzyj do naszego sklepu po inspiracje i gotowe produkty: Sklep ElWood.
Dodaj komentarz