ABS w druku 3D – kiedy ma sens i jak uniknąć pęknięć
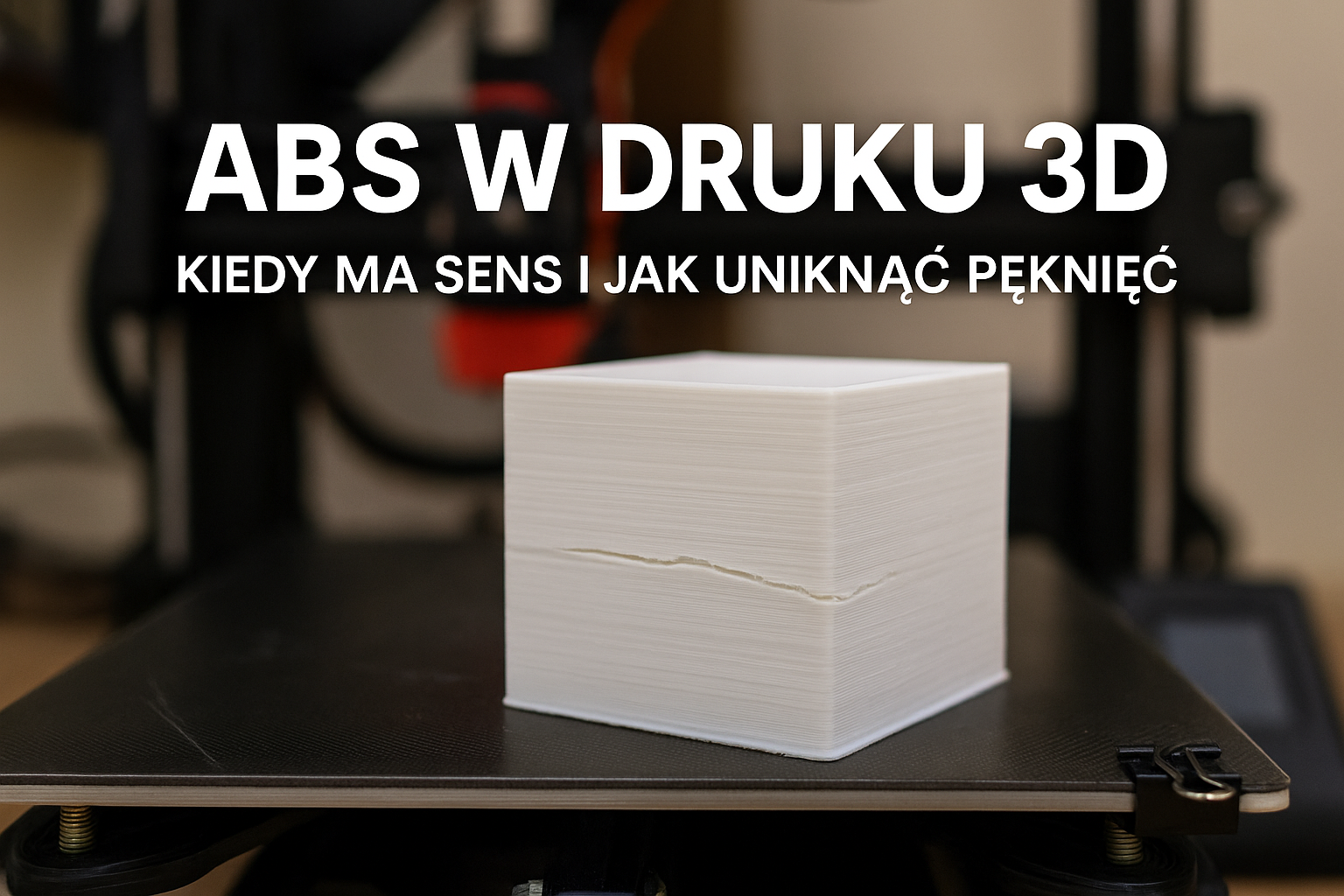
Krótki wstęp: ABS jest jednym z najstarszych i najbardziej znanych filamentów do druku 3D. Ma świetne właściwości mechaniczne i termiczne, ale jednocześnie bywa trudny w użyciu — głównie z powodu skurczu i pęknięć (warping, delamination). W tym artykule krok po kroku wyjaśnię, kiedy ABS ma sens, jak przygotować drukarkę oraz jak postępować, by zminimalizować ryzyko pęknięć i uzyskać trwałe wydruki.
Kiedy warto użyć ABS?
ABS sprawdza się tam, gdzie potrzebujemy większej wytrzymałości mechanicznej, odporności na temperaturę i uderzenia niż dają to popularne PLA. Typowe zastosowania to obudowy elektroniki, elementy mechaniczne, prototypy funkcjonalne i detale narażone na wyższe temperatury. Jeśli projekt wymaga szlifowania, frezowania lub polerowania powierzchni — ABS będzie lepszy niż PLA.
Jeżeli chcesz poznać bliżej naszą ofertę i podejście do druku różnych materiałów, sprawdź stronę About – ElWood.pl – Druk 3D by lepiej zrozumieć, jak pracujemy z filamentami.
Właściwości materiału i wady ABS
ABS (akrylonitryl-butadien-styren) charakteryzuje się dobrą udarnością, elastycznością i odpornością na temperaturę (zwykle wyższy zakres pracy niż PLA). Ma jednak kilka istotnych wad: skłonność do warpowania, wydzielanie zapachu podczas drukowania i trudniejsza adhezja do stołu bez przygotowania. Dlatego użycie ABS wymaga odpowiedniego sprzętu (podgrzewany stół, najlepiej obudowa) i dostosowanych parametrów druku.
Przygotowanie drukarki — krok po kroku
Kluczem do sukcesu z ABS jest przygotowanie środowiska druku. Poniżej znajdziesz sprawdzoną sekwencję czynności, którą warto wykonać przed pierwszym wydrukiem z ABS.
- Sprawdź, czy masz podgrzewany stół — minimalnie 80–100°C, optymalnie 100–110°C.
- Zainstaluj lub przygotuj obudowę drukarki, aby utrzymać stałą temperaturę wewnątrz (redukuje skurcz i pęknięcia).
- Wybierz odpowiednie podłoże: szkło z klejem (np. klej w sztyfcie), taśma Kapton, PEI lub specjalne płytki do ABS.
- Wyczyść i odtłuść powierzchnię stołu przed każdym wydrukiem (izopropanol, aceton w zależności od podłoża).
- Sprawdź ekstruder i dyszę — ABS często wymaga temperatury 230–260°C w zależności od producenta filamentu.
- W razie potrzeby zastosuj raft lub brim, by zwiększyć powierzchnię przylegania pierwszej warstwy.
- Przygotuj system wentylacji — ABS emituje zapachy; w środowisku domowym warto mieć odciąg lub drukować w dobrze wentylowanym pomieszczeniu.
Optymalne ustawienia druku
Ustawienia będą zależały od modelu drukarki i filamentu, ale poniżej znajdziesz rekomendowane zakresy oraz wyjaśnienie, dlaczego są ważne.
Temperatura dyszy i stołu
Temperatura ekstrudera: 230–260°C. Jeśli filament producenta ma rekomendacje, zacznij od nich i testuj w +/-5°C krokach. Temperatura stołu: 100–110°C. Stała temperatura stołu zapobiega gwałtownemu chłodzeniu pierwszych warstw i odklejaniu narożników.
Prędkość druku i retrakcje
Drukuj wolniej niż z PLA — 30–50 mm/s to bezpieczna strefa dla dokładności i adhezji. Retrakcje ustaw umiarkowanie; ABS ma mniejszą tendencję do stringingu niż niektóre materiały, ale warto testować, aby uniknąć zapchania hotendu.
Jako praktyczny przykład drobnego projektu drukowanego w materiale innym niż ABS możesz zobaczyć jeden z naszych produktów w sklepie, który pokazuje, jak różne materiały wpływają na estetykę gotowego elementu: Nowoczesny Wazon Vortex 3D biały PLA.
Najczęstsze błędy i jak ich unikać
W tej sekcji zestawiam typowe błędy wynikające z pracy z ABS i podpowiadam, jak ich unikać.
- Brak obudowy drukarki — prowadzi do gwałtownych zmian temperatury i pęknięć. Rozwiązanie: zbuduj lub kup obudowę.
- Niewystarczająca adhezja pierwszej warstwy — stosuj brim/raft, taśmy lub kleje. Ustaw odpowiednią wysokość pierwszej warstwy i prędkość pierwszej warstwy na niską.
- Zbyt szybkie chłodzenie wydruku — wyłącz chłodzenie warstwowe lub używaj go minimalnie.
- Niewłaściwe ustawienia temperatury — testuj filament i dokumentuj konfiguracje, które działają.
- Używanie nieodpowiedniego podłoża — nie każde szkło lub taśma sprawdzi się z ABS. Przetestuj kilka rozwiązań.
Rozwiązywanie problemów — troubleshooting
Jeśli pojawiły się pęknięcia lub delaminacja, przejdź przez poniższą listę kontrolną. W każdym punkcie proponuję konkretne działania do wykonania.
- Sprawdź adhezję pierwszej warstwy: jeśli narożniki odchodzą, dodaj brim lub raft i sprawdź czystość stołu.
- Zmniejsz prędkość druku o 10–20% i sprawdź poprawę złącz między warstwami.
- Zwiększ temperaturę dyszy o 5–10°C, by poprawić przepływ i adhezję między warstwami.
- Jeśli pęknięcia występują wewnątrz dużych brył, zwiększ temperaturę stołu lub zastosuj obudowę dla stabilnej temperatury całego wydruku.
- Rozważ użycie acetonu do wygładzenia powierzchni i punktowego sklejenia delikatnych pęknięć (tylko z zachowaniem zasad bezpieczeństwa i w dobrze wentylowanym miejscu).
Porównanie: ABS vs PLA vs PETG
Tabela porównawcza pomoże zdecydować, kiedy warto wybrać ABS zamiast innych popularnych filamentów.
| Cecha | ABS | PLA | PETG |
|---|---|---|---|
| Wytrzymałość mechaniczna | Wysoka | Średnia | Wysoka |
| Odporność termiczna | Wysoka | Niska | Średnia |
| Łatwość druku | Trudny (wymaga stołu i obudowy) | Bardzo łatwy | Łatwiejszy niż ABS, trudniejszy niż PLA |
| Skłonność do warping | Wysoka | Niska | Niska-średnia |
| Wykończenie powierzchni | Można wygładzać acetonem | Łatwe do malowania | Łatwe, ale błyszczące |
Jeśli szukasz inspiracji projektów i wzorów, które możesz przetestować samodzielnie (również w różnych materiałach), odwiedź stronę z naszymi przykładami: Wzory i przykłady – ElWood.pl – Druk 3D.
Praktyczne porady końcowe
Kilka dodatkowych wskazówek, które oszczędzą czas i materiału:
- Dokumentuj ustawienia dla każdego filamentu i modelu; prowadzenie prostego logbooka przyspiesza troubleshooting.
- Rozważ użycie materiałów hybrydowych — czasem części wewnętrzne z ABS, a detale z PLA/PETG dają najlepszy kompromis.
- Testuj przyruchy (calibration prints) z mniejszymi modelami przed drukiem dużych elementów.
- Używaj masek i dobrej wentylacji przy pracy z ABS z powodu zapachu i oparów.
Jeżeli interesuje Cię test praktycznego drobnego akcesorium, które możesz wydrukować i spersonalizować, sprawdź nasz mały produkt demonstracyjny: Breloczek NFC z logo – brelok reklamowy 40×40 mm | ElWood.
FAQ — najczęściej zadawane pytania
1. Czy ABS jest lepszy niż PLA?
To zależy od zastosowania. ABS oferuje lepszą wytrzymałość mechaniczną i odporność termiczną, ale jest trudniejszy w druku. PLA nadaje się do szybkich prototypów i estetycznych modeli.
2. Jak zapobiec pęknięciom w dużych wydrukach z ABS?
Utrzymuj stabilną temperaturę wnętrza drukarki (obudowa), używaj podgrzewanego stołu, zwiększ temperaturę dyszy i rozważ druk z raftem lub brim.
3. Czy mogę używać acetonu do wygładzania ABS?
Tak, aceton parowy to popularna metoda wygładzania powierzchni ABS, ale stosuj ją ostrożnie: pracuj w wentylowanym pomieszczeniu, unikaj otwartego ogniu i używaj środków ochrony osobistej.
4. Czy ABS nadaje się do zastosowań z żywnością?
Generalnie nie zaleca się kontaktu ABS z żywnością bez odpowiedniego testu i powłok izolujących, ponieważ materiał może uwalniać związki chemiczne.
5. Jaka jest najlepsza powierzchnia stołu dla ABS?
Najlepsze efekty daje szkło z klejem (np. klej w sztyfcie), PEI lub taśma Kapton. Wybór zależy od twojego workflow i preferencji odklejania gotowego wydruku.
6. Czy muszę wyłączać chłodzenie warstwowe?
W wielu przypadkach lepiej ograniczyć chłodzenie lub wyłączyć je całkowicie, zwłaszcza przy większych modelach — zbyt intensywne chłodzenie zwiększa ryzyko pęknięć.
7. Jak naprawić małe pęknięcia po wydruku?
Małe pęknięcia można skleić roztworem ABS w acetonie lub przez punktowe podgrzanie i dociśnięcie warstw. Przy większych uszkodzeniach lepsza będzie regeneracja elementu i ponowny wydruk z ulepszonymi ustawieniami.
8. Gdzie mogę zadać pytanie lub zamówić usługę druku?
Jeśli chcesz skonsultować projekt lub zamówić druk 3D, napisz do nas przez formularz kontaktowy: Kontakt – ElWood.pl – Druk 3D.
Podsumowanie: ABS ma sens, gdy zależy Ci na trwałości i odporności termicznej, ale wymaga lepszego przygotowania druku. Stosując odpowiednie ustawienia, obudowę i techniki adhezji, możesz znacząco ograniczyć pęknięcia i uzyskać trwałe, funkcjonalne wydruki. Jeśli chcesz kupić filamenty lub akcesoria, odwiedź nasz sklep: Shop – ElWood.pl – Druk 3D.
Powodzenia z drukiem ABS — dokumentuj ustawienia, testuj i dostosowuj proces do swojego sprzętu.
Dodaj komentarz