Jak drukować cienkie elementy bez pękania i falowania ścianek
Krótkie wprowadzenie: drukowanie cienkich elementów 3D (np. ścianek o grubości 0,4–1,2 mm) to wyzwanie nawet dla zaawansowanych użytkowników. W tym artykule przeprowadzimy Cię krok po kroku przez ustawienia, materiały i praktyczne techniki, które pozwolą zminimalizować pęknięcia, falowanie i inne problemy typowe dla cienkich ścianek.
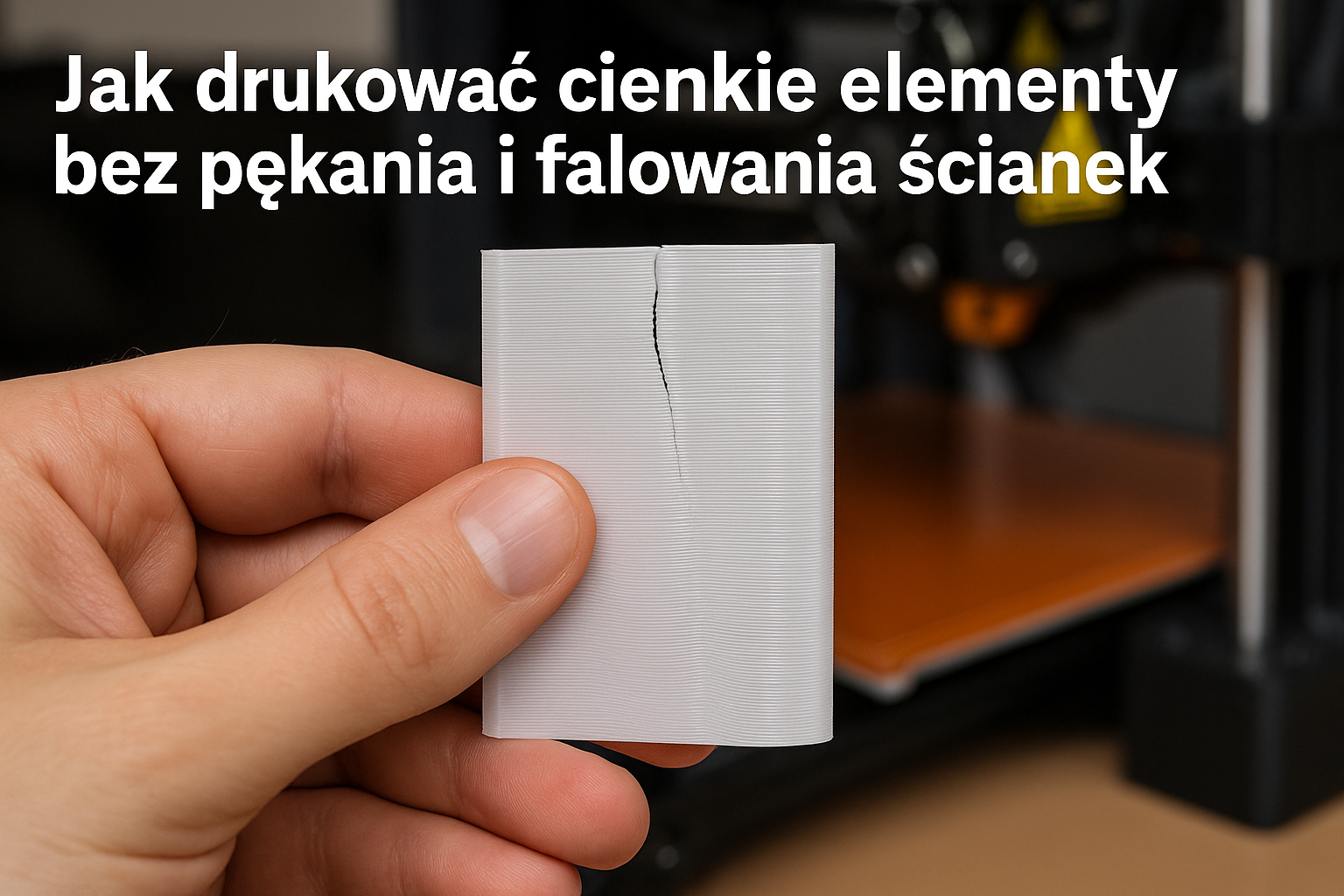
Dlaczego cienkie ścianki pękają i falują?
Pękanie i falowanie wynikają z kilku podstawowych przyczyn: niedostateczna ilość materiału w ściance, zbyt szybkie chłodzenie lub przeciwnie — zbyt wolne, zbyt duże retrakcje, nieprawidłowe chłodzenie warstwy oraz niewłaściwe ustawienia retrakcji i przepływu. Zrozumienie mechaniki tego zjawiska to pierwszy krok do jego eliminacji.
Jeżeli szukasz inspiracji projektowych i przykładów modeli o cienkich ściankach do testów, sprawdź naszą kolekcję wzorów.
Materiały i ich wpływ na zachowanie cienkich ścianek
Wybór filamentu ma ogromne znaczenie. Najpopularniejsze materiały i ich właściwości względem cienkich ścianek:
- PLA — łatwy w druku, ma niską skłonność do kurczenia, dobrze nadaje się do cienkich ścianek, ale jest kruchy przy bardzo cienkich przekrojach.
- PETG — bardziej elastyczny i bardziej wytrzymały niż PLA, toleruje ulepszone wiązania między warstwami; przy cienkich ściankach może wymagać wyższej temperatury i delikatniejszego chłodzenia.
- ABS — trudniejszy ze względu na skurcz i delaminację; cienkie ścianki będą bardziej podatne na pęknięcia bez odpowiedniej obudowy i strefy grzewczej.
- Elastyczne filamenty (TPU) — charakteryzują się dużą elastycznością, ale druk cienkich ścianek jest trudny z powodu przepływu i retrakcji.
Jeśli chcesz przejrzeć ofertę filamentów i produktów pomocniczych, odwiedź nasz sklep.
Kluczowe ustawienia drukarki dla cienkich ścianek
Zanim przejdziemy do instrukcji krok po kroku, zapiszmy najważniejsze ustawienia, które wpływają na jakość cienkich ścianek:
- Nozzle: 0,25–0,4 mm — mniejsze dysze pozwalają na lepszą kontrolę cienkich linii.
- Grubość warstwy: 0,08–0,2 mm — cienkie warstwy dają lepszą jakość powierzchni i przyczepność między warstwami.
- Liczba ścianek (Perimeters): 1–3 — więcej ścianek daje większą wytrzymałość, ale może zmienić geometrię modelu.
- Przepływ (Flow/Extrusion Multiplier): 95–105% — drobne korekty znacząco wpływają na integrację ścianek.
- Prędkość drukowania: 20–40 mm/s dla cienkich elementów — wolniejszy druk poprawia jakość i wiązanie warstw.
- Chłodzenie: aktywne chłodzenie (fan) od 50–100% dla PLA; dla PETG zmniejsz do 30–50% by poprawić wiązanie warstw.
Krok po kroku: optymalizacja druku cienkich elementów
Poniższa instrukcja pomoże Ci przejść proces optymalizacji od projektu do gotowego wydruku.
- Analiza projektu: sprawdź grubości ścianek w modelu. Jeżeli model ma ścianki o grubości mniejszej niż średnica dyszy, rozważ zmianę geometrii lub użycie mniejszej dyszy.
- Wybór materiału: wybierz filament odpowiedni do funkcji elementu (np. PLA dla prototypów, PETG dla trwałych cienkich ścianek).
- Dobór dyszy: jeżeli chcesz drukować ścianki 0,6 mm szerokości, najlepiej użyć dyszy 0,4 mm i ustawić szerokość ekstrudera na 0,6 mm (line width) lub użyć dyszy 0,25 mm dla bardzo cienkich elementów.
- Ustawienia w slicerze: ustaw 1–2 ścianek, szerokość linii (line width) równa grubości ścianki lub nieco większa, przepływ lekko zredukowany (98–100%).
- Warstwy: ustaw niską wysokość warstwy (0,08–0,12 mm) by poprawić przyczepność i równomierność ścianek.
- Prędkość i chłodzenie: drukuj wolno (20–35 mm/s) i stosuj umiarkowane chłodzenie (szczególnie dla PETG zmniejsz wentylator).
- Testy i iteracje: drukuj małe próbki (np. cienkie ściany o różnych ustawieniach) i oceniaj wytrzymałość oraz wygląd. Na tej podstawie dostosuj przepływ, liczbę ścianek i prędkość.
Porównanie strategii — tabela
Poniższa tabela pomaga szybko porównać trzy popularne podejścia do drukowania cienkich ścianek.
| Strategia | Zalety | Wady | Kiedy stosować |
|---|---|---|---|
| Mała dysza (0,25–0,3 mm) | Lepsza kontrola, gładkie powierzchnie, dokładne cienkie linie | Wolniejszy druk, większe ryzyko zapchania, potrzeba precyzyjnego kalibrowania | Detale, cienkie ściany poniżej 0,8 mm |
| Standard (0,4 mm) + dopasowana szerokość linii | Uniwersalne, kompromis między jakością a prędkością | Może wymagać eksperymentów z przepływem | Ogólne zastosowania, cienkie ścianki 0,6–1,2 mm |
| Więcej ścianek (2–3) przy większej szerokości linii | Zwiększona wytrzymałość, mniejsze pękanie | Zmienia wymiar wewnętrzny, większe zużycie materiału | Elementy funkcjonalne, gdy grubość zewnętrzna może być zwiększona |
Najczęstsze błędy przy drukowaniu cienkich ścianek
Poniżej znajdziesz najczęściej popełniane błędy oraz szybkie wskazówki jak ich unikać.
- Za duża prędkość druku → wolniejsze ustawienia poprawiają jakość i zmniejszają falowanie.
- Nieodpowiednia szerokość linii → ustaw szerokość zgodną z geometrią ścianki; czasem warto ją nieznacznie zwiększyć.
- Za mało ekstrudera (under-extrusion) → sprawdź kalibrację E-steps i przepływ.
- Zbyt mocne chłodzenie dla PETG → zmniejsz wentylator, by polepszyć przyczepność warstw.
- Brak podpór tam, gdzie cienka ścianka ma mostkować → dodaj podpory lub przeprojektuj element.
Przykładowe rozwiązania
Jeżeli element pęka pod napięciem, zwiększ liczbę ścianek lub użyj bardziej elastycznego materiału. Jeśli występuje falowanie na długich, cienkich powierzchniach, zmniejsz prędkość druku i zastosuj wyższy przepływ.
Rozwiązywanie problemów — troubleshooting
Gdy napotkasz problemy, skorzystaj z poniższej listy kontrolnej, by szybko zdiagnozować i naprawić usterki.
- Sprawdź ekstruder: upewnij się, że łożyska, sprężyna i napęd filamentów działają prawidłowo.
- Zmierz rzeczywistą średnicę filamentu i dostosuj w slicerze.
- Wykonaj kalibrację E-steps i flow (test ekstrudera).
- Wypróbuj mniejszą dyszę lub zmniejsz wysokość warstwy.
- Zrób testową wydrukę cienkiej ścianki przy różnych ustawieniach prędkości i chłodzenia.
Jeżeli po tych krokach nadal masz wątpliwości lub potrzebujesz pomocy technicznej, skontaktuj się z zespołem ElWood.
FAQ — najczęściej zadawane pytania
Poniżej znajdziesz odpowiedzi na najczęściej pojawiające się pytania dotyczące drukowania cienkich ścianek.
Pytanie 1: Jaka minimalna grubość ścianki jest możliwa do wydrukowania?
To zależy od dyszy i materiału. Z dyszą 0,4 mm bezpiecznie można drukować ścianki ~0,6 mm (szerokość linii ustawiona na 0,6 mm). Z dyszą 0,25 mm możesz zejść do ~0,3–0,4 mm, ale wymaga to precyzyjnej kalibracji.
Pytanie 2: Czy zwiększenie liczby ścianek poprawi wytrzymałość cienkiego elementu?
Tak — dodanie drugiej lub trzeciej ścianki zwiększa wytrzymałość, ale zmienia to też wewnętrzną geometrię modelu. Czasem lepszym rozwiązaniem jest użycie mocniejszego materiału lub dodanie wewnętrznych żeber.
Pytanie 3: Jakie ustawienia chłodzenia są optymalne dla PETG i PLA?
Dla PLA zwykle stosuje się intensywne chłodzenie (60–100%), co poprawia jakość cienkich krawędzi. PETG wymaga ostrożności — zbyt mocne chłodzenie osłabi wiązanie warstw, więc 20–50% często działa lepiej.
Pytanie 4: Co wybrać — mniejszą dyszę czy więcej ścianek?
Jeśli zależy Ci na detalach i gładkości powierzchni, wybierz mniejszą dyszę. Jeżeli priorytetem jest wytrzymałość funkcjonalna, lepsze będzie zwiększenie liczby ścianek lub użycie lepszego filamentu.
Pytanie 5: Czy warto stosować nawiew punktowy lub obudowę na drukarkę?
Tak — punktowy nawiew może pomóc kontrolować chłodzenie miejscowe, podczas gdy obudowa minimalizuje nagłe zmiany temperatury i jest szczególnie przydatna dla materiałów podatnych na skurcz jak ABS.
Pytanie 6: Jak testować poprawność ustawień dla cienkich ścianek?
Najlepiej wydrukować zestaw testowy: kilka prostych płytek o różnych szerokościach ścianek, różnych prędkościach oraz różnych ustawieniach chłodzenia i przepływu. Na podstawie wyników dobierz optymalne parametry.
Przykłady i inspiracje (produkty z ElWood)
Jeżeli chcesz zobaczyć gotowe projekty 3D, w których cienkie ścianki zostały zastosowane jako element dekoracyjny i funkcjonalny, sprawdź nasze wazonu Vortex — to dobry przykład projektu, gdzie cienkość i geometryczny kształt wymagają precyzji druku.
Nowoczesny Wazon Vortex 3D biały PLA | ElWood
Do zastosowań reklamowych i interaktywnych cienkie ścianki często łączone są z elektroniką (np. NFC). Przykładem gotowego produktu, w którym zastosowano cienkie elementy i precyzyjne wykończenie, jest nasza tabliczka reklamowa z NFC.
Tabliczka reklamowa z NFC + QR kody – ElWood | Biały PLA
Podsumowanie i dalsze zasoby
Drukowanie cienkich ścianek bez pękania i falowania wymaga holistycznego podejścia: odpowiedni materiał, dopasowana dysza, precyzyjne ustawienia slicera, wolne tempo druku i kontrolowane chłodzenie. Testuj, iteruj i dokumentuj wyniki, a szybko wyrobisz sobie zestaw parametrów sprawdzonych dla Twojej drukarki i filamentów.
Jeśli chcesz dowiedzieć się więcej o naszych usługach i możliwościach współpracy, odwiedź stronę „O nas”.
Masz pytania lub chcesz zamówić testowy wydruk? Skontaktuj się z nami przez formularz kontaktowy.
Zapoznaj się również z naszą polityką prywatności przed przesłaniem plików lub zamówienia.
Dodaj komentarz