Warping i odklejanie modelu od stołu – jak temu zapobiec
Warping (odklejanie narożników i krawędzi modelu od stołu) to jedna z najczęstszych przyczyn niepowodzeń w druku FDM. W tym poradniku znajdziesz praktyczne wyjaśnienia, ustawienia oraz sprawdzone triki, które zmniejszą ryzyko odkształceń. Przykłady gotowych wydruków i konfiguracji możesz obejrzeć w naszej galerii z wzorami i przykładami — warto porównać, jak różne metody adhezji wpływają na końcowy efekt.
Co to jest warping i dlaczego się pojawia?
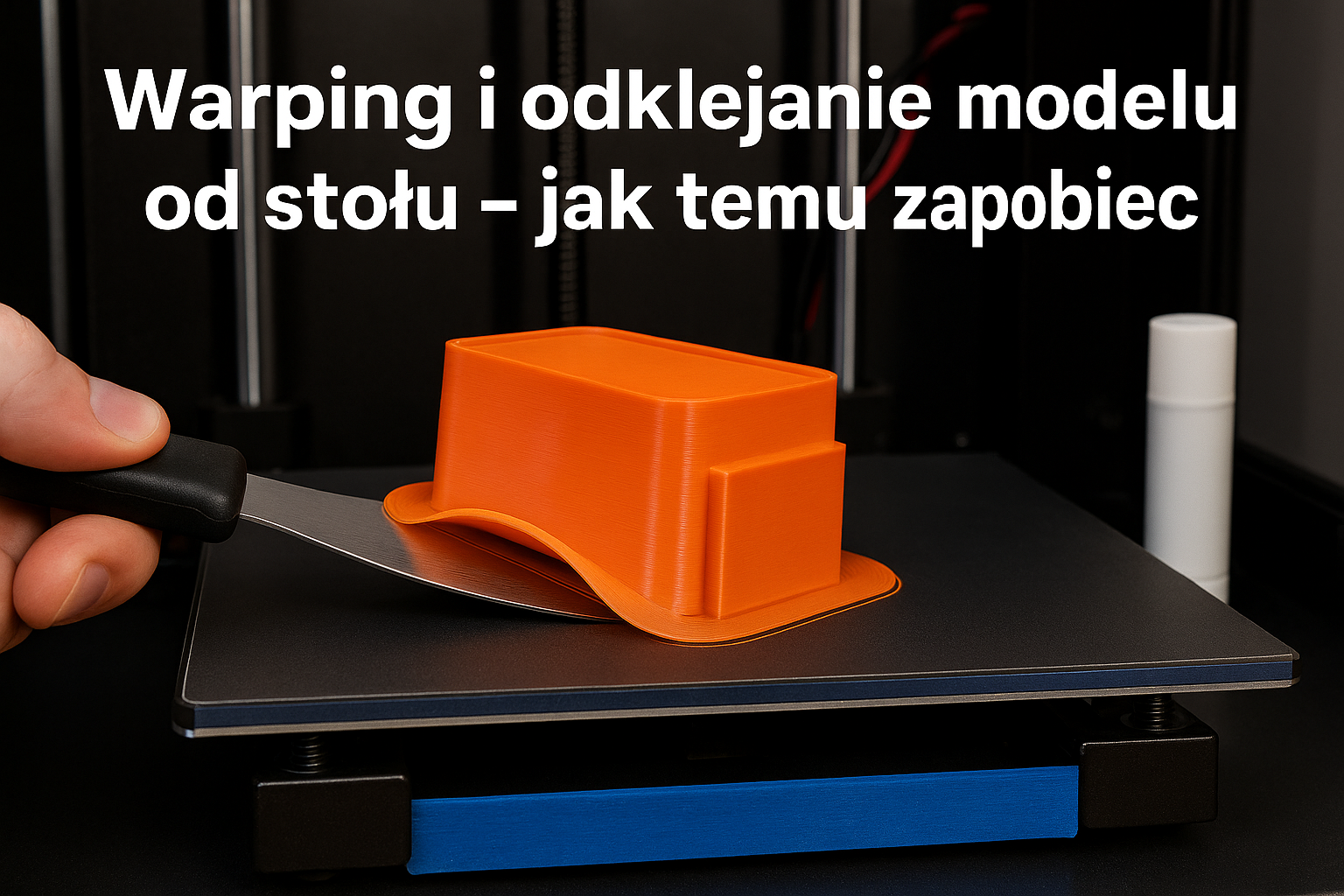
Warping to efekt, w którym dolne warstwy modelu kurczą się (skurcz termiczny) i odrywają od powierzchni stołu. Najczęściej występuje przy materiałach o większym skurczu (np. ABS), przy dużych, płaskich powierzchniach oraz gdy stół lub otoczenie nie utrzymują stałej temperatury. Skutek to zniekształcenia krawędzi, przeciągnięcia warstw i kompletne oderwanie wydruku od stołu.
Główne przyczyny warping
Rozpoznanie przyczyny to połowa sukcesu. Poniżej najczęstsze powody:
- Niewystarczająca adhezja stołu (brak kleju/taśmy/PEI/BuildTak).
- Brak ogrzewanego stołu lub zbyt niska temperatura stołu.
- Zbyt szybkie chłodzenie pierwszych warstw (zbyt mocny wentylator).
- Niedokładne poziomowanie stołu i zła wysokość pierwszej warstwy.
- Niewłaściwe ustawienia retrakcji i prędkości pierwszej warstwy.
- Użycie filamentów o dużym skurczu bez odpowiedniej strategii (ABS, nylon).
Najskuteczniejsze metody zapobiegania (krok po kroku)
Oto sprawdzona procedura, którą możesz stosować przy każdym krytycznym wydruku:
- Przygotuj stół: oczyść powierzchnię alkoholem izopropylowym, usuń tłuste ślady i kurz.
- Sprawdź poziom stołu: skalibruj Z-endstop i użyj kartki papieru do uzyskania idealnej pierwszej warstwy.
- Ustaw temperatury: podwyżsź temperaturę stołu o 5–10°C powyżej standardu dla materiału.
- Drukuj pierwszą warstwę wolniej i z wyższą wysokością warstwy: 15–25 mm/s i 0,2–0,3 mm dla lepszej przyczepności.
- Dodaj adhezję mechaniczno-termiczną: brim lub raft oraz użyj kleju/taśmy/PEI w zależności od materiału.
- Kontroluj chłodzenie: dla PLA użyj umiarkowanego chłodzenia po kilku warstwach, dla ABS wyłącz wiatraki pierwszych 10–20 warstw.
- Użyj obudowy lub osłony: stabilizuje temperaturę i niweluje zewnętrzne przeciągi.
- Monitoruj wydruk przez pierwsze 10–20 warstw: w razie problemów zatrzymaj druk i popraw ustawienia.
Jeśli potrzebujesz akcesoriów lub materiałów do testów i adaptacji stołu, odwiedź nasz sklep — znajdziesz tam różne filamenty i pomocne dodatki.
Ustawienia drukarki i parametry materiałów
Dokładne ustawienia zależą od filamentu, ale poniżej znajdziesz uniwersalne wskazówki:
- Temperatura dyszy: trzymaj się rekomendacji producenta, ale testuj +/- 5°C, aby poprawić adhezję warstw.
- Temperatura stołu: PLA 50–70°C, PETG 70–90°C, ABS 90–110°C (warto testować w górnej połowie zakresu dla dużych obiektów).
- Prędkość pierwszej warstwy: 15–25 mm/s; zwiększ przepływ (flow) pierwszej warstwy o 105–110%.
- Wysokość pierwszej warstwy: 0,2–0,35 mm (zależnie od dyszy) — dobrze ułożona pierwsza warstwa „wygładza” powierzchnię kontaktu.
- Brim vs Raft: brim zwiększa powierzchnię przyczepu bez wpływu na detal; raft może pomóc przy bardzo trudnych materiałach, ale zwiększa zużycie materiału i czas druku.
Powierzchnia stołu i akcesoria
Powierzchnia stołu ma kluczowe znaczenie. Popularne rozwiązania to PEI, BuildTak, taśmy (blue tape) oraz środki klejące (klej w sztyfcie, lakier do włosów). Każde ma zalety i ograniczenia.
Jeśli drukujesz części użytkowe lub dekoracyjne (np. podkładki pod kubki z chipem NFC), zadbaj o czystość powierzchni oraz test przy użyciu brim, aby zminimalizować ryzyko odklejenia.
Porównanie metod adhezji
| Metoda | Zalety | Wady | Najlepsze dla |
|---|---|---|---|
| Grzany stół (bez dodatkowych środków) | Prosta, stabilna temperatura | Nie zawsze wystarcza dla ABS/nylonu | PLA, PETG małe/średnie części |
| PEI / BuildTak | Trwała powierzchnia, dobra adhezja, łatwe odklejanie po ostygnięciu | Droższe, może wymagać czyszczenia | PLA, PETG, części użytkowe |
| Taśma (blue tape) | Tania, dobra dla PLA | Mniej trwała, może zostawiać ślady | Hobby, PLA |
| Klej w sztyfcie / lakier do włosów | Dobra przyczepność, łatwo dostępne | Wymaga ponownego nanoszenia i czyszczenia | ABS, PETG |
| Brim / Raft | Zwiększa powierzchnię kontaktu, prosty do zastosowania | Zużywa materiał, wymaga obróbki post-process | Duże płaskie modele, trudne materiały |
Błędy najczęściej popełniane
Poniżej lista typowych błędów, które prowadzą do warping i odklejania:
- Zaniedbanie czyszczenia stołu – nawet drobna warstwa tłuszczu może dramatycznie obniżyć przyczepność.
- Zaniedbanie kalibracji pierwszej warstwy – zbyt wysoka odległość dyszy od stołu skutkuje słabą przyczepnością.
- Ustawienie zbyt niskiej temperatury stołu dla materiałów z większym skurczem.
- Używanie zbyt intensywnego chłodzenia pierwszych warstw (zbyt szybko działający wiatrak).
- Brak testów przed dużym projektem – zawsze wykonaj mały test adhezji przed drukiem finalnym.
Jeśli chcesz poznać naszą historię, podejście do jakości i przykładowe realizacje, odwiedź stronę About – ElWood.
Rozwiązywanie problemów (Troubleshooting)
Poniżej scenariusze i konkretne działania korygujące:
Problem: narożniki odrywają się mimo grzanego stołu
Rozwiązanie: zwiększ temperaturę stołu o 5–10°C, dodaj brim (10–20 mm) oraz zastosuj cienką warstwę kleju w miejscach styku. Jeśli drukujesz z ABS, rozważ obudowę i wyłączenie wentylatora na pierwsze warstwy.
Problem: część jest przyklejona zbyt mocno i trudno ją zdjąć
Rozwiązanie: poczekaj, aż stół ostygnie do temperatury pokojowej — wiele powierzchni ułatwia demontaż po schłodzeniu. Użyj szpatułki o odpowiednim kącie i delikatnie podważaj krawędź. Jeśli stosujesz klej, zwilż stół alkoholem i odczekaj chwilę.
Przykład praktyczny: duży wazon z PLA
Duże, pionowe formy (np. wazon dekoracyjny) są szczególnie narażone na odklejanie u podstawy. W przypadku takich modeli warto zastosować szeroki brim, zwiększyć temperaturę stołu i wydrukować kilka testowych warstw z mniejszą prędkością. Przykłady udanych wydruków znajdziesz w naszych produktach, np. Nowoczesny Wazon Vortex biały PLA, na którym zastosowano brim i umiarkowane chłodzenie.
Porady praktyczne i checklisty
Krótka lista kontrolna przed każdym krytycznym wydrukiem:
- Czyszczenie stołu (alkohol izopropylowy).
- Kalibracja Z i pierwszej warstwy (test z kartką).
- Ustawienie odpowiedniej temperatury stołu i dyszy.
- Wyłączenie wiatraków na pierwsze warstwy (w zależności od materiału).
- Dodanie brim/raft jeśli powierzchnia podstawy jest duża.
- Przeprowadzenie krótkiego testu 20–30 mm przed drukiem finalnym.
Jeśli szukasz inspiracji i gotowych projektów do testów adhezji, zobacz nasze przykłady produktów do dekoracji i użytkowe, np. Wazon Vortex 3D niebieski, który często drukowany jest z dodatkowymi warstwami brimu przy pierwszych testach.
FAQ – najczęściej zadawane pytania
P: Czy warping dotyczy tylko ABS?
O: Nie — warping najbardziej widoczny jest przy materiałach o dużym skurczu (ABS, nylon), ale także PLA czy PETG mogą odklejać się przy złej adhezji i dużych płaskich powierzchniach.
P: Czy użycie raftu zawsze pomaga?
O: Raft zwiększa szanse powodzenia przy bardzo trudnych wydrukach, ale zużywa więcej materiału i wpływa na jakość dolnej powierzchni. Brim jest zwykle lepszym pierwszym krokiem.
P: Jaką rolę odgrywa prędkość pierwszej warstwy?
O: Wolniejsza pierwsza warstwa (15–25 mm/s) lepiej przylega do stołu, pozwala na równomierne ułożenie filamentu i minimalizuje puste przestrzenie pod liniami ekstruzji.
P: Czy lakier do włosów jest bezpieczny dla stołu?
O: Wiele osób używa lakieru do włosów (w roztworach o mocnym trzymaniu) jako taniego środka adhezyjnego. Trzeba jednak uważać: może zostawiać pozostałości, które trzeba usunąć izopropanolem lub wodą z mydłem.
P: Jak sprawdzić, czy stół jest odpowiednio wypoziomowany?
O: Ustaw dyszę tak, aby kartka papieru lekko ocierała się o dyszę — to prosty test. Lepsze są też automatyczne sondy i grid-mapping, które kompensują drobne odchylenia.
P: Co zrobić, gdy problem pojawia się tylko przy jednym materiale?
O: Sprawdź parametry specyficzne dla tego filamentu (temperatura, chłodzenie, wymagania stołu), wypróbuj różne metody adhezyjne i wykonaj małe testy. Często wystarczy zmiana temperatury stołu lub dodanie brimu.
P: Czy obudowa jest konieczna?
O: Dla materiałów takich jak ABS lub nylon obudowa może być kluczowa — stabilizuje temperaturę i zapobiega przeciągom, które powodują nierównomierne chłodzenie i warping.
Podsumowanie i kiedy skontaktować się po pomoc
Warping jest problemem rozwiązywalnym: odpowiednia kombinacja czystego stołu, kalibracji, temperatur i metod adhezji znacząco zmniejszy ryzyko. Każdy materiał i model może wymagać indywidualnej konfiguracji, dlatego warto wykonywać szybkie testy przed drukiem finalnym.
Masz pytania dotyczące konkretnego projektu lub chcesz zlecić wydruk z gwarancją jakości? Skontaktuj się z nami przez formularz kontaktowy — chętnie pomożemy dobrać najlepsze ustawienia i materiały.
Jeżeli chcesz przetestować gotowe produkty lub kupić materiały i dekoracje 3D, odwiedź nasz sklep — znajdziesz tam filamenty i gotowe wzory, które pomogą w diagnostyce i nauce walki z warpingiem.
Dodaj komentarz