Warping i odklejanie modelu od stołu – jak temu zapobiec
Krótki wstęp
Warping, czyli odkształcanie brzegów wydruku i odklejanie modelu od stołu drukarki 3D, to jeden z najczęstszych problemów zarówno początkujących, jak i zaawansowanych użytkowników druku FDM. W tym artykule opisuję sprawdzone metody zapobiegania warpingowi — od ustawień drukarki, przez wybór materiału i przygotowanie stołu, po praktyczne triki i szybkie działania naprawcze. Jeśli chcesz poznać, kim jesteśmy i jakie usługi oferuje nasza firma, odwiedź stronę About – ElWood.pl – Druk 3D.
Co to jest warping — przyczyny?
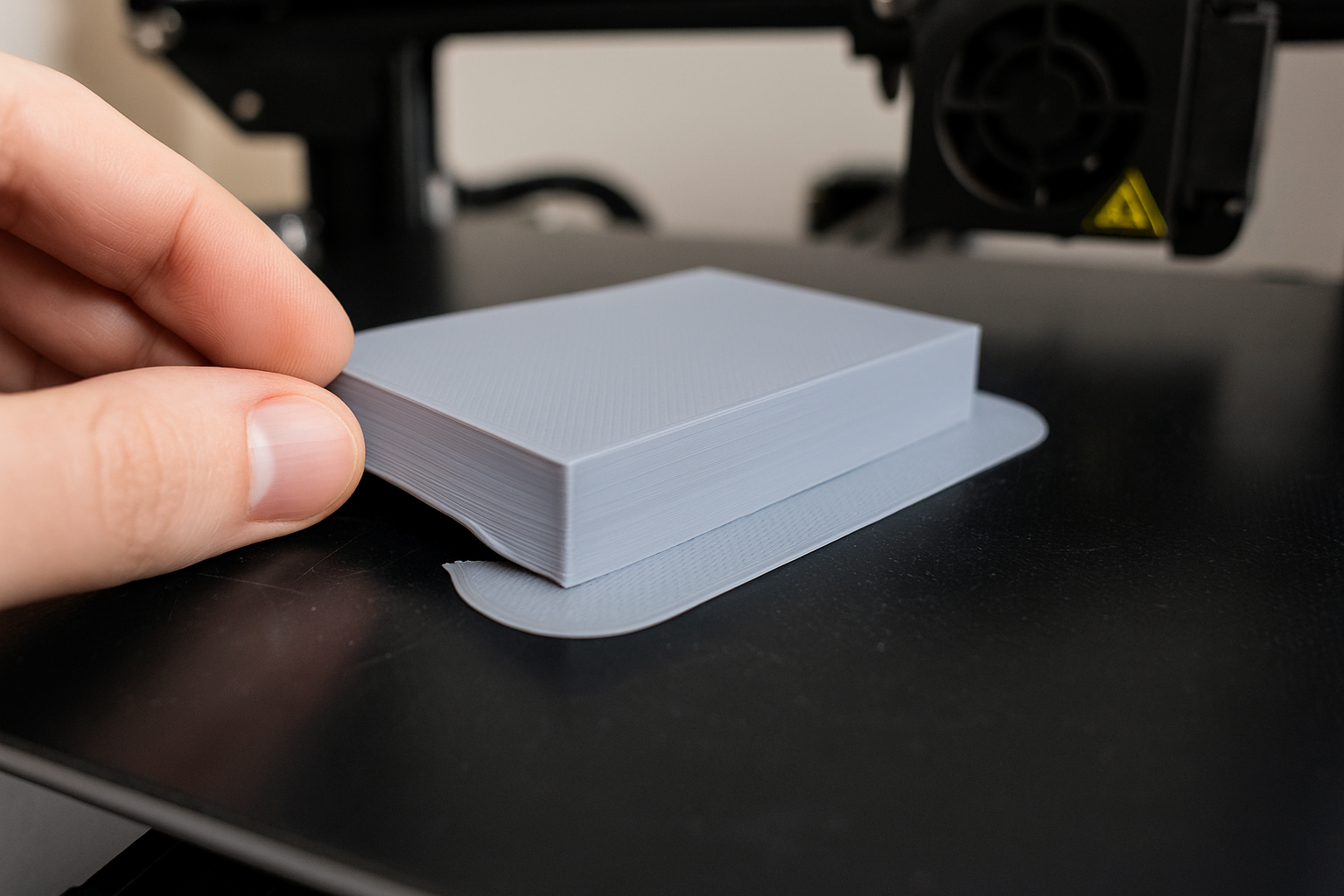
Warping to efekt, w którym dolne warstwy wydruku kurczą się nierównomiernie podczas schładzania, powodując powstawanie naprężeń. Te naprężenia podnoszą krawędzie modelu i powodują odklejenie od stołu. Główne przyczyny to: różnice temperatury, zła przyczepność powierzchni stołu, nieodpowiedni materiał (np. ABS jest bardziej podatny na skurcz), szybkie chłodzenie oraz złe przygotowanie pierwszej warstwy.
Dlaczego temperatura i skurcz materiału są kluczowe?
Każdy filament ma swoją charakterystykę termiczną: PLA kurczy się mniej niż ABS, PETG ma swoje specyficzne zachowanie, a nylon i PC wymagają jeszcze innych podejść. Różnica między temperaturą wydruku a temperaturą otoczenia decyduje o wielkości skurczu. Niezabezpieczone, chłodne powietrze przy spodniej części modelu zwiększa ryzyko odkształceń.
Jak zapobiegać warpingowi — krok po kroku
Poniżej znajdziesz kompleksowy plan działania, który możesz zastosować przed każdym problematycznym wydrukiem.
- Wybierz odpowiedni materiał — jeśli to możliwe, użyj PLA lub PLA+ zamiast ABS do dużych płaskich elementów.
- Przygotuj stół: oczyść go, odtłuść izopropanolem lub detergentem, usuń resztki filamentów i pył.
- Zadbaj o równą i wypoziomowaną platformę: kalibracja pierwszej warstwy powinna być perfekcyjna — odległość dyszy od stołu nie może być ani za duża, ani za mała.
- Ustaw temperaturę stołu odpowiednio do filamentu (np. PLA 50–70°C, ABS 90–110°C, PETG 70–90°C).
- Użyj środka poprawiającego przyczepność: taśma malarska, klej w sztyfcie, lakier do włosów, specjalne środki do build plate lub powierzchnie PEI/BuildTak.
- Zmniejsz nawiew chłodzenia na pierwszych 3–5 warstwach; dla ABS najlepiej wyłączyć wentylator na pierwsze 10 warstw.
- Zastosuj obramowanie (brim) lub raft dla modeli o małej podstawie lub dużej powierzchni kontaktu — brim zwiększa obszar przylegania i znacząco redukuje odklejanie.
- Drukuj w obudowie lub skrzynce — kontrola temperatury otoczenia zmniejsza gradienty temperaturowe.
- Stopniowo obniżaj temperaturę stołu po zakończeniu druku, jeśli to możliwe; nagłe ochłodzenie zwiększa naprężenia.
- Testuj ustawienia: wydrukuj mały testowy model (np. 3D Benchy) zmieniając tylko jedną zmienną na raz, aby zidentyfikować najlepszą konfigurację.
Materiały, ustawienia i powierzchnie stołu
PLA
Najłatwiejszy w druku, ma najniższy skurcz. Zalecenia: 50–70°C na stole, umiarkowane chłodzenie po pierwszych warstwach, cienka warstwa kleju w sztyfcie może być pomocna przy dużych powierzchniach.
ABS
Wysoki skurcz i duże naprężenia — najlepiej drukować w zamkniętej komorze. Zalecane: stół 90–110°C, minimum chłodzenia lub jego brak, mocne środki przyczepności (kapton, specjalne dyski; czasami konieczne jest raft).
PETG
Średni skurcz, mocno przyczepia się do stołu — trzeba uważać, by nie przesadzić z klejem. Zalecane: stół 70–90°C, delikatne chłodzenie, cienki brim zamiast raftu przy płaskich modelach.
Najczęstsze błędy
Poniżej lista typowych pomyłek, które często prowadzą do warpingu:
- Za duża odległość pierwszej warstwy od stołu — zmniejsza przyczepność.
- Brak oczyszczenia i odtłuszczenia stołu przed drukiem.
- Używanie zbyt mocnego chłodzenia od pierwszej warstwy.
- Nieodpowiednia temperatura stołu lub dyszy dla danego filamentu.
- Brak obudowy lub druk w przeciągu (zimne powietrze powoduje szybkie kurczenie).
- Użycie kleju lub taśmy nieodpowiedniej do materiału (np. klej uniwersalny do PETG może dać zbyt mocną przyczepność, co utrudnia demontaż i uszkadza powierzchnię).
Porównanie metod przyczepności
| Metoda | Zalety | Wady | Dla jakich materiałów |
|---|---|---|---|
| PEI/PCU powłoka | Świetna przyczepność, gładkie wykończenie | Droższe, wymaga czyszczenia alkoholowego | PLA, PETG, ABS (z ostrożnością) |
| Taśma malarska (blue tape) | Tania, łatwa do zastosowania | Może wymagać wymiany, nie zawsze idealna pod wysokie temperatury | PLA, PETG |
| Klej w sztyfcie / PVA | Uniwersalny, łatwy demontaż po schłodzeniu | Może wymagać ponownego naniesienia | PLA, ABS, PETG |
| Hairspray (lakier do włosów) | Dobre do ABS i PETG, tanie | Brudne, zapachowe, różna jakość | ABS, PETG |
| Raft/Brim | Zwiększa przyczepność i stabilność modelu | Więcej materiału i czas druku | Wszystkie filamy, szczególnie ABS i nylon |
Rozwiązywanie problemów — troubleshooting
Jeśli mimo profilaktyki model nadal odkleja się od stołu, wykonaj poniższe kroki diagnostyczne i korygujące.
- Sprawdź pierwszą warstwę: uruchom test „first layer” i obserwuj zachowanie filamentu — powinna być lekko zgnieciona, równomierna i bez przerwań.
- Odtłuść stół izopropanolem i wydrukuj mały test przy tej samej temperaturze stołu i dyszy.
- Zwiększ temperaturę stołu o 5–10°C i powtórz wydruk testowy.
- Wyłącz chłodzenie na pierwsze kilka warstw (szczególnie dla ABS).
- Dodaj brim o szerokości 5–10 mm lub ustaw raft, jeśli model ma małą powierzchnię styku.
- Jeśli drukujesz w chłodnym pomieszczeniu, spróbuj użyć obudowy lub tymczasowej skrzynki (karton + folia) by utrzymać stabilną temperaturę.
- Jeżeli używasz PETG i model przykleja się zbyt mocno, zmniejsz ilość kleju lub użyj cienkiej warstwy taśmy.
Masz pytania dotyczące usług lub chcesz zamówić druk z pomocą ekspertów? Napisz do nas przez Kontakt – ElWood.pl – Druk 3D.
Przykłady wydruków, które dobrze ilustrują różne techniki przyczepności, znajdziesz w naszej ofercie. Jeden z naszych bestsellerów, dekoracyjny wazon, pokazuje, jak sprawdzone ustawienia i odpowiednia przygotówka stołu mogą dać idealny efekt: Wazon Dekoracyjny Vortex Czarny | ElWood.
Jeśli wolisz biały, nowoczesny design, warto zobaczyć też ten model, który został drukowany z dbałością o minimalizację warpingu: Nowoczesny Wazon Vortex 3D biały PLA | ElWood.
Praktyczne wskazówki dla konkretnych scenariuszy
Druk dużej, płaskiej płyty (np. panel, pokrywa)
Tutaj ryzyko warpingu jest największe. Zastosuj wysoką temperaturę stołu odpowiednią dla filamentu, użyj szerokiego brim lub raft, wydrukuj w obudowie i rozważ zastosowanie środka adhezyjnego.
Druk małych detali z dużą liczbą narożników
Brim jest często najlepszym rozwiązaniem — zwiększa pole przylegania bez konieczności stosowania raftu. Zadbaj o powolne pierwsze warstwy i odpowiednie chłodzenie.
Druk z ABS i materiałów technicznych
Najlepiej drukować w zamkniętej, podgrzewanej komorze. Rozważ użycie specjalnych podkładów lub powierzchni PEI, a także mocniejszych środków adhezyjnych (np. kapton w połączeniu z klejem).
Najczęściej popełniane błędy (szczegóły)
Warto poświęcić chwilę na sprawdzenie drobnych rzeczy, które często są przyczyną problemów:
- Niedokładna kalibracja osi Z — nawet 0,1 mm za dużej przerwy powoduje słabą pierwszą warstwę.
- Stary lub wilgotny filament — wilgoć może powodować nieregularne wytłaczanie, co wpływa na przyczepność.
- Niedokładne poziomowanie stołu po długim czasie eksploatacji — regularne sprawdzanie i korekta jest kluczowa.
- Użycie zbyt mocnego chłodzenia od pierwszych warstw — szczególnie szkodliwe przy ABS i PETG.
Jeśli chcesz skorzystać z dodatkowych usług lub kupić gotowe rozwiązania, odwiedź nasz Shop – ElWood.pl – Druk 3D, gdzie prezentujemy gotowe produkty i przykłady realizacji.
FAQ
Poniżej odpowiedzi na najczęściej zadawane pytania dotyczące warpingu i przyczepności:
1. Czy zawsze trzeba używać heated bed (podgrzewanego stołu)?
Nie zawsze — dla PLA często wystarczy dobrze przygotowana, czysta powierzchnia i umiarkowana temperatura. Jednak dla ABS, PETG, nylonu i innych materiałów technicznych heated bed jest niemal niezbędny.
2. Co lepiej — brim czy raft?
Brim jest lżejszy i używa mniej materiału, dobre przy płaskich modelach. Raft jest skuteczniejszy w krytycznych przypadkach (słaba przyczepność), ale kosztuje więcej czasu i materiału.
3. Jak sprawdzić, czy filament jest suchy?
Filament suchy nie „strzela” w ekstruderze i daje równomierny ślad podczas testów. Jeśli podejrzewasz wilgoć, susz filament w suszarce do filamentów lub piekarniku zgodnie z instrukcjami producenta.
4. Czy użycie taśmy malarskiej jest lepsze od kleju w sztyfcie?
To zależy od materiału i preferencji. Taśma jest prosta w użyciu i tania, klej w sztyfcie daje często bardziej jednorodną i czystą powierzchnię po oderwaniu modelu.
5. Model odkleja się tylko w jednym rogu — co zrobić?
Sprawdź poziomowanie stołu w tym obszarze — może być fizyczne odchylenie. Zastosuj brim lub zwiększ lokalnie przyczepność (klej) i ewentualnie zwiększ temperaturę stołu.
6. Czy mogę zapobiegać warpingowi bez podnoszenia temperatury stołu?
Tak — poprawa pierwszej warstwy, użycie brim, poprawa poziomowania oraz zastosowanie powierzchni typu PEI czy BuildTak mogą wystarczyć dla PLA i niektórych PETG.
Podsumowanie i dodatkowe zasoby
Zapobieganie warpingowi to kombinacja dobrych praktyk: przygotowania stołu, odpowiedniego doboru materiału, kalibracji drukarki i właściwych ustawień. Regularne wykonywanie testów i stopniowe wprowadzanie zmian pozwoli osiągnąć stabilne rezultaty. Przypominamy o zasadach obsługi i polityce związanej z usługami oraz zamówieniami — szczegóły znajdziesz w sekcji Polityka prywatności – ElWood.pl – Druk 3D.
Jeśli potrzebujesz pomocy lub chcesz zlecić druk z gwarancją jakości, sprawdź informacje o zwrotach i reklamacjach, aby znać nasze warunki: Zwroty i reklamacje – ElWood.pl – Druk 3D.
Powodzenia przy kolejnych wydrukach! Jeśli potrzebujesz spersonalizowanej porady, skontaktuj się z nami: Kontakt – ElWood.pl – Druk 3D.
Dodaj komentarz